






1.2智能型CL-HM1超声波焊接机发生器简介
智能型CL-HM1塑焊机超声波发生器具有结构紧凑、外形简洁大方,操作简便、移动灵活、便于维护等优点。整机电路为我司自主原创,具有追频范围宽,追频精度高,超声波能量瞬间输出大,发力猛,反应快,控制精度高等特点。
智能型CL-HM1塑焊机超声波发生器将输入的AC220V 50/60Hz工频交流整流滤波转换为310V的直流电,经过斩波成特定的高频交流电,经过高频变压器将信号放大到几千伏高压交流信号后去驱动换能器,使之在自身谐振频率点上谐振震动。控制模块能在超声波发生器出现故障时切断超声波输出,从而为超声波设备发生器以及整套焊接设备提供极高安全保障。
整机核心主控系统采用进口高速大容量MCU,搭载***新、***的μcosⅢ操作系统,模块化管理电流采样、输出端口、输入端口、信号采集、高速通信、安全保护及故障警示等功能,使设备能***稳定地运行。
1.3应用领域
超声波应用范围非常广泛,一般我们都熟悉被应用在***和军事上,其中业领域应用也非常广泛。如超声波清洗、超声波探伤,超声波打磨抛光;超声波熔接常用于ABS、PC、PS、PA、PP、PET、压克力等工程塑料制品的焊接、铆钉、埋植成型;汽车部件、手机外壳、乐器、耳机、充电器、玩具、电子表、文件夹、水壶、手机电池、***部件等等。
二.综述
2.1超声波发生器主要技术参数一览表
序号 | 特性 | 描述 |
1 | 外型尺寸 | 长360mm×宽245mm×高95mm (大功率4200W以上机型 长410mm×宽245mm×高95mm) |
2 | 主机净重 | 5.6Kg(大功率4200W以上机型 6.36kg) |
3 | 输出功率 | 视机型而定 |
4 | 显示器 | 3.5寸高分辨率彩色LCD屏 |
5 | 工作环境温度 | -20℃至+65℃ |
6 | 正弦谐波参数 | ≤0.2% |
7 | 输入功率因数 | ≥75% |
8 | 工作频率 | 15KHz/20KHz/28KHz/30KHZ/35KHz/40KHz |
9 | 工作电源 | AC190-AC240V 50Hz/60Hz |
10 | 模具频率范围 | 1000Hz(以15KHz超声波为例,模具频率在 14.20-15.20KHz可实现频率自动***) |
11 | 自动追频精度 | 0.1Hz |
12 | 功率重复一致性 | ≥97% |
13 | 远程端子动态响应时间 | ≤10ms |
14 | 过热报警温度 | 65℃ |
15 | 通讯方式 | 485通讯,支持标准MODBUS RTU协议 |
2.2环境要求
尽量在满足以下条件的环境中使用本设备,这将有利于机器的寿命。
环 境 因 素 | 使 用 范 围 |
操作/使用温度 | -20°C至 +65°C |
保存/运输温度 | -25°C至 +70°C |
相对湿度 | 30%至 95%,无凝露 |
警告
为了保证超声波发生器具有良好的通风条件,务必注意不要盖住超声波发生器底部的通风口。严禁在周围存在有腐蚀性气体等不良环境中使用本设备。吸入的空气将流过内部电路模块,若在具有腐蚀性气体的环境下使用,可能会大大降低设备的使用寿命。
2.3电源输入范围
必须将电源插头插入带有接地端的单相三眼插座中,超声波发生器电源可适应的电源范围为 190VAC-240VAC@50/60Hz。
警告
超声波发生器电源输入为220VAC,若要使用110VAC作为输入电源,请与相关服务人员联系以获得指导与支持!请勿擅自直接使用110VAC作为输入电源,否则有可能会损坏设备。
2.4装箱单 (注:根据客户需求实际情况配备)
序号 | 名称 | 数量 |
1 | 电源线 | 1 |
2 | 使用说明书 | 1 |
3 | 2芯航空插头(直径16mm) | 1 |
4 | 3芯航空插头(直径16mm) | 1 |
5 | 2芯航空插头(直径25mm) | 1 |
6 | 4芯航空插头(直径25mm) | 1 |
在收到设备时开箱检查:
?对照装箱清单检查配件是否齐全。
?检查机设备外观确认是否有明显的损坏。
? 通电测试设备能否正常工作。
警告
超声波发生器内部具有精密的元器件和结构且对静电敏感,如在运输或搬运中受到跌落或其他误操作,超声波发生器设备可能会有损坏。
三.CL-HM1型超声波焊接机发生器操作说明
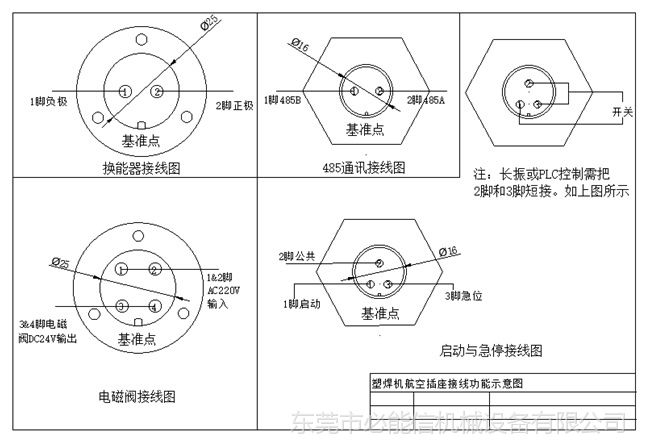
3.1接线说明
警告
超声波发生器内部的精密元器件对外部的输入/输出信号极其敏感,故在接线使用设备时请务必按照我司提供的相关要求进行操作。

1. 电源开关
2. 220V交流电接口。
3.散热风扇出风口,要求出风口周围15cm内无遮挡,以保证散热效果。
4. 3芯航空插头,①脚接启动开关的一端(启动开关是常开型);②脚是公共 端,接启动开关和紧急停止开关的一端;③脚接紧急停止开关的一端(紧急 停止开关是常闭型)。
5. 2芯航空插头,①脚接485A,①脚接485B。
6. 2芯航空插头,①脚接换能器负极,②脚接换能器正极。
7. 4芯航空插头,①②脚提供交流电220V;③④脚接电磁阀;(注意:①②脚
已经在内部接上220VAC,使用时请注意安全)。
3.2面板说明
注意
在使用超声波塑焊发生器进行焊接时,需对相关参数进行准确的设定,否则焊接效果可能达不到***理想状态,故在设置参数时请务必根据我司提供的操作说明进行操作。
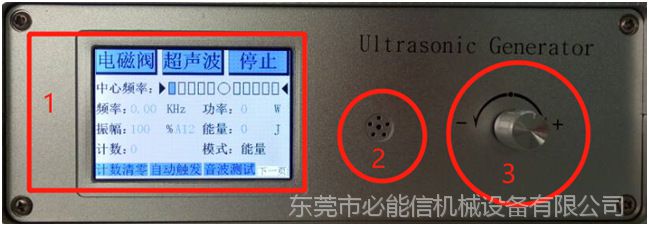
1.LCD彩色液晶显示屏。
2.蜂鸣器喇叭口。
3.多功能旋钮,可左右旋转和按压。左右旋转可以移动光标,单击旋钮为确认
当前光标选择项,双击旋钮为退出当前光标选择项。
3.3功能选择及使用说明
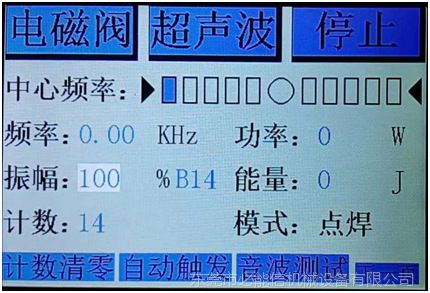
?基本操作画面介绍:
当打开电源开关,5秒左右系统完成初始化,将会进入到如上图所示的工作画面。
画面上方的“电磁阀”、“超声波”、“停止”三个状态指示方块,显示的是系统运行状态。当系统处于工作状态时,正在动作的状态指示方块会相应地显示绿色,没有动作时则显示蓝色。
中心频率:是用来显示当前焊头工作频率处于发生器整体追频范围内的具体位置,正常工作时,频率条将点亮4-6格,且超声波输出时,频率条不会出现明显波动。
频率:是显示当前换能器工作频率。
振幅:此项是负载振幅,通过调整幅值大小,用来控制输出功率大小。
功率:显示的是当前超声波输出的功率大小。
能量:显示的是当前超声波输出的焦耳能量大小。
计数:显示的是自动模式时,加工工件的数量。
模式:显示的是当前系统选择的工作模式。目前我司CL-HM1型塑焊机发生器有4种工作模式,分别是时间模式,能量模式、外控模式和点焊模式,具体的不同模式的特点,将在后面详细介绍。
计数清零:是将当前显示的计数归零,重新开始计数,将光标移到“计数清零”,轻轻单击一下旋钮,就可以将当前计数清零。
自动触发:是在调模模式和自动触发两个功能状态之间的切换。光标移动到“自动触发”时,轻轻单击一次旋钮,则显示“调模模式”,再单击一次旋钮则显示“自动触发”。
音波测试:轻轻按压旋钮,则输出超声波,松开后停止输出超声波。
下一页:单击后将进入到下一页。
自动匹配值:位于振幅值右边,如下图所示。B14,为当前的自动匹配值,该值表示系统频率的自动匹配状态,当频率发生变化时,系统会自动改变该值,以实现频率的自动***匹配。此值会在A0-AB15-B0之间变化。
操作示例:调整振幅值
1 .先将光标移动到振幅值处。
1.单击旋钮,当标将由白色变为红色表示选择当前

3 .逆时针方向旋转旋钮,数值将会减小;顺时针方向旋转旋钮,数值将会增大;
4.调整到目标值后,双击旋钮,则退出当前选择项,红色光标变为白色光标,这
时就完成了振幅值的调整了。
四.工作模式
根据塑焊发生器应用目的需求,分别设计了时间模式、能量模式、点焊模式和外控模式四种焊接模式和一个模具水平调试的调模模式。
4.1时间模式设置及使用方法
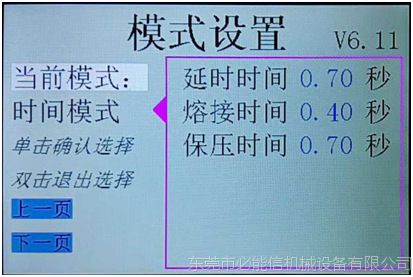
当前模式:此项下拉有两个工作模式,时间模式和能量模式。从上图可以看
出,当前系统的工作模式是时间模式,若要选择能量模式,可将光标移到“当前模式”上,单击一下旋钮,“时间模式”上将会出现白色光标,然后再旋转一下
旋钮,则变为“能量模式”。
时间模式:此模式下有三个控制参数,分别是***时间、熔接时间和保压时
间。根据加工工件的特性,调整好加工参数。参数的选择和调整,可依照上面举例的“振幅值”调整方法来操作。
设置好参数后,按下启动键,发生器会按照以下动作流程顺序执行。焊头下降(对应***时间)à超声波输出(对应焊接时间)à超声波停止输出,焊头保持压在产品上(对应保压时间)à焊头复位。
通过调整***时间、焊接时间、***时间这三个参数,以及气压压力(一般设置在0.2-0.4MPa之间),就可以得出满意的焊接效果。
4.2能量模式设置及使用方法
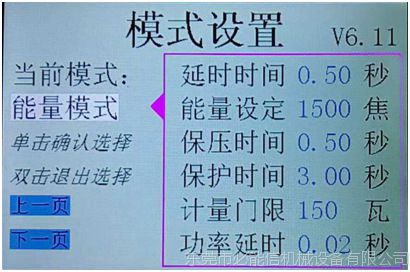
当前模式:此项下拉有两个工作模式,时间模式和能量模式。从上图可以看
出,当前系统的工作模式是能量模式,若要选择时间模式,可将光标移到“当前模式”上,单击一下旋钮,“能量模式”上将会出现白色光标,然后再旋转一下旋钮,则变为“时间模式”。
能量模式下有6个参数需要设置。参数的选择和调整,可依照上面举例的“振幅值”调整方法来操作。
***时间:设置超声波***输出的时间。
能量设定:设置超声波输出的能量值,当输出的能量值等于设置设定值时,停止超声输出。
保压时间:超声波停止输出后模头仍通过气压压在产品上的时间。
保护时间:当超声波开始输出时开始计时,达到设定时间后如果输出的能量仍未达到设定的能量值时,系统将自动停止输出超声波,并报警提示。
计量门限、功率***:这两个参数主要是控制能量计算的。基于此机型设计原理,当焊头与产品持续接触,这时开始输出超声波,功率由零开始增大,当达到“计量门限”,并且输出功率在“功率***”时间内都保持增大趋势,则能量开始计算。对于这两个值的设置,可分为两种情况,若使用的是模具接触产品后发波的方式,则按下面使用方法中介绍的方法来设置计量门限和功率***这两个值;若使用的是模具在空中发波的方式,则可将计量门限和功率***这两个值直接设置为0即可。
能量模式的使用方法(模具接触到产品后发波):首先将模具调整水平,因为模具的水平调整不好,会使超声波能量输出不稳定,特别是焊接小体积产品时能量波动更为明显。调整好水平后,按压编码器,音波测试2-3秒,记下此时的空载输出功率,然后到模式设置页面,设置“计量门限”,把计量门限设置为比刚才的空载功率稍大20W-30W,“功率***”设置为0.02S左右,设置“能量设定”值,根据具体产品的焊接面而定,一般而言,1秒内持续输出1000W的能量值为1000J。我们可以先设定一个估计值,试焊后观察焊接效果再调整能量值,经过几次的调整,可以得出较为准确的值。
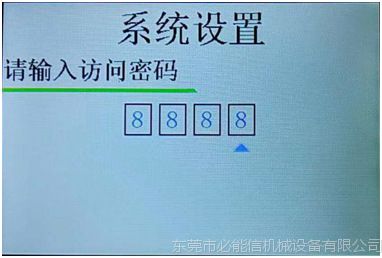
4.3点焊模式设置
在进入到系统参数设置前,需要先输入访问密码,密码是:8888;蓝色光标指示的是当前位置数值,我们旋转旋钮,光标位的数值会变化,当显示为“8”时,单击一下旋钮,表示确认输入当前值,则光标会自动跳到下一位,通过相同的方法,直到密码输入完成。若在输入密码过程中,输错密码,可以双击旋钮,这时系统会把输入的密码归零,光标回到***位,重新输入密码。
密码正确后,则会显示系统设置页面。
把光标移动到选择模式,旋转按钮切换到点焊模式,单击确认选择,然后双击退出选择。
4.4点焊模式使用
?将电源线接到发生器上。
?将点焊枪的航空插头接到发生器上。
?将压缩空气气管接到点焊枪尾部的快速接口上,并确保压缩空气气压在0.2-0.5MPa之间。
?打开发生器的电源开关,接通电源。
?调整到点焊模式。
?设置焊接时间和冷却时间(冷却时间就是吹气时间)。
? 调整吹气口位置,使冷却效果达到。
4.5外控模式设置
在进入到系统参数设置前,需要先输入访问密码,密码是:8888;蓝色光标指示的是当前位置数值,我们旋转旋钮,光标位的数值会变化,当显示为“8”时,单击一下旋钮,表示