








车轮是用来支承起重机和载荷,并在轨道上使起重机往复行驶运行的装置。车轮主要损伤的形式是磨损、硬化层压碎和点蚀。
1、车轮组根据行车用途分为单边车轮组、双边车轮组和无沿轮组:
起重机行走轮都是单边轮沿(单边轮),长跨度的悬挂起重机才是车轮两边都有轮沿(双边轮),那样不容易跑偏,悬挂轨道受力也好些。要是都是两边都带齿轮,首先车轮与驱动的安装精度要求较高,不易满足;其次车轮的成本增加了10%左右,性价比不高;而且单边齿轮已经能够满足起重机走行需要。目前单边轮一般用于双梁小车,双边轮用于大车。
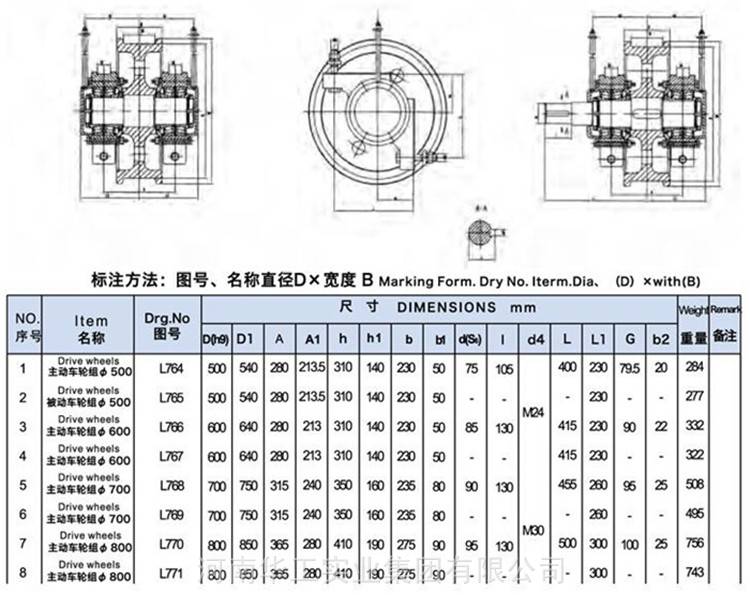
2、车轮组根据不同的产品结构采取相应的技术措施:
比较常用、工艺措施也相对简单的设计结构是:将车轮装配到支架上组成车轮组,例如角型轴承箱车轮组和台车式45°剖分轴承箱车轮组,在起重机主结构上,安装调整车轮水平偏斜合适后固定。
3.整体锻造车轮特性:
1.整体锻造,强度高,耐磨层深。
2.该系列车轮热成形采用锻造技术,金属流线分布更为完整合理,延长了车轮的使用寿命,具有优良的力学性能和安全可靠的质量品性。
3.车轮直径Φ250-900mm。
4.材质:42CrMo ,65# 60#等,也可根据客户要求定制。
5.踏面及轮缘淬火层深≥12mm,硬度HRC≤55。
4.车轮组质量要求
1.车轮与轴的配合应牢固,其摆幅不大于0.10mm;
2.车轮在垂直方向的倾斜度不大于1mm;
3.车轮两轴承箱的支承平面应与车轮宽度中心面相平行,其偏差不超过0.07mm;
4.车轮的位置应使其宽度中心面与两轴承箱的对称中心相一致。









加工工艺
1、原材料:
根据客户图纸材质要求,选用合适的原材料牌号和规格。
2、钢材检测:
为保证原材料合格,生产前进行原材料化学成分复检。
3、钢材划线落料:
根据产品要求将钢锭、钢坯切割成合理大小及重量。
4、加热(含回火):
把切割好的原材料按产品工艺加热,保证加热温度符合材料要求。
5、锻造:
由操作机放入锻造设备,根据原材料的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
6、锻造检验:
对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
7、锻后保温正火:
主要是细化晶粒、均匀***、消除内应力。改善缺陷:魏氏体、晶粒粗大等过热缺陷和带状***!为***终热处理做准备。
8、粗加工:
锻件基本成型后根据产品需求加工各种不同规格的锻件,留有精加工余量。
9、热处理:
将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部***和性能的一种综合工艺。其目的是消除内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的锻件,根据材质的要求对锻件进行空冷或水冷、油冷等。包括:正火、调质、淬火等热处理。
10、精加工:
将粗加工热处理后的产品,使用数控机床进行精密加工,使产品尺寸精度、光洁度等完全符合锻件图纸要求。
11、产品外观检测:
产品外观检测符合客户图纸上尺寸规定。进行超声波探伤(UT)、磁粉探伤(MT)、硬度、渗碳等图纸要求的检测。
12、机械性能试验:
为满足客户需求,须对锻件进行机械性能的测试主要是屈服、抗拉、冲击、金相等试验。满足各类锻件检测的需要。
13、表面处理及包装:
经过质量检测后成品锻件,经过防锈喷漆等处理,装箱进入成品库以备发货。
14、装车发货:
从成品库把商品调出来准备给客户装车发货。

河南华工实业集团有限公司是国内起重机械配件制造领域的***供应商,生产能力从毛坯制造、粗加工到精加工,零件装配直到产品交付,致力于为客户提供一站式***服务。
公司注册资本5600万元,总资产1.2亿元,年销售收入1.5亿元。占地面积7.5万余平方米,其中已建成钢结构厂房面积2.8万平方米,现时拥有员工310人,大型机加工设备12台(套),中型设备280台(套)。
河南华工实业集团有限公司秉承着“为客户提供一站式***服务”的经营理念,华工人自公司建立伊始便遵循简单有效、规范有序的管理精神,专注于起重机械配件领域,以高品质、全系列的产品面向客户。投入运营以来,不断地发展大中型企业客户和知名的整机生产厂家,在用户中赢得了良好的口碑,使亚重品牌成为起重行业的后起之秀。
亚重牌产品涵盖抓斗、夹具、吊具、车轮组、联轴器、吊钩组、滑轮组、卷筒组、电动葫芦等6000余种,并承接各种材质的非标产品设计与制造。亚重牌产品不断进入***起重机市场,更自豪的成为众多知名整机厂商的战略合作伙伴。
