1
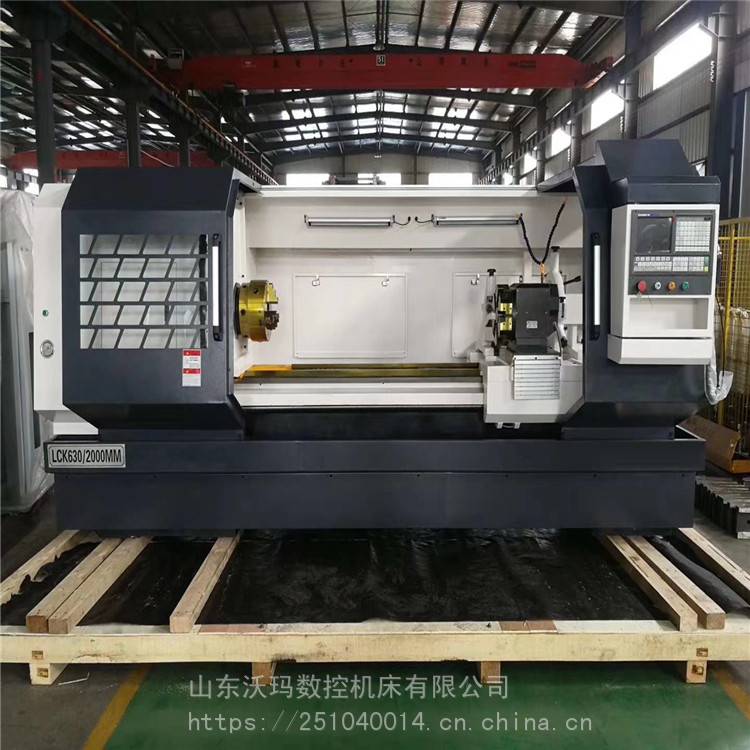



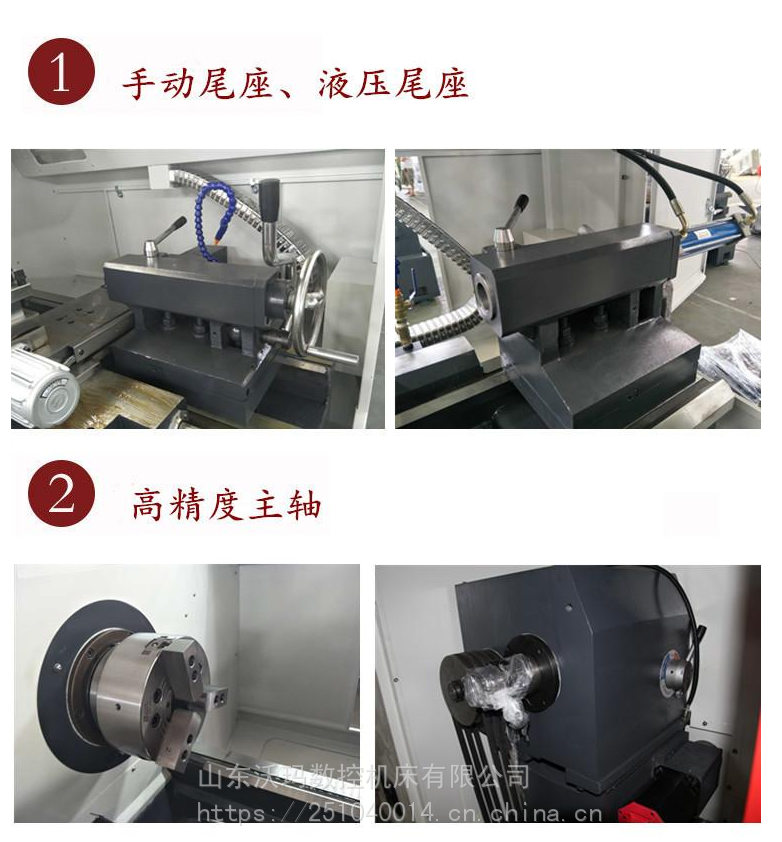
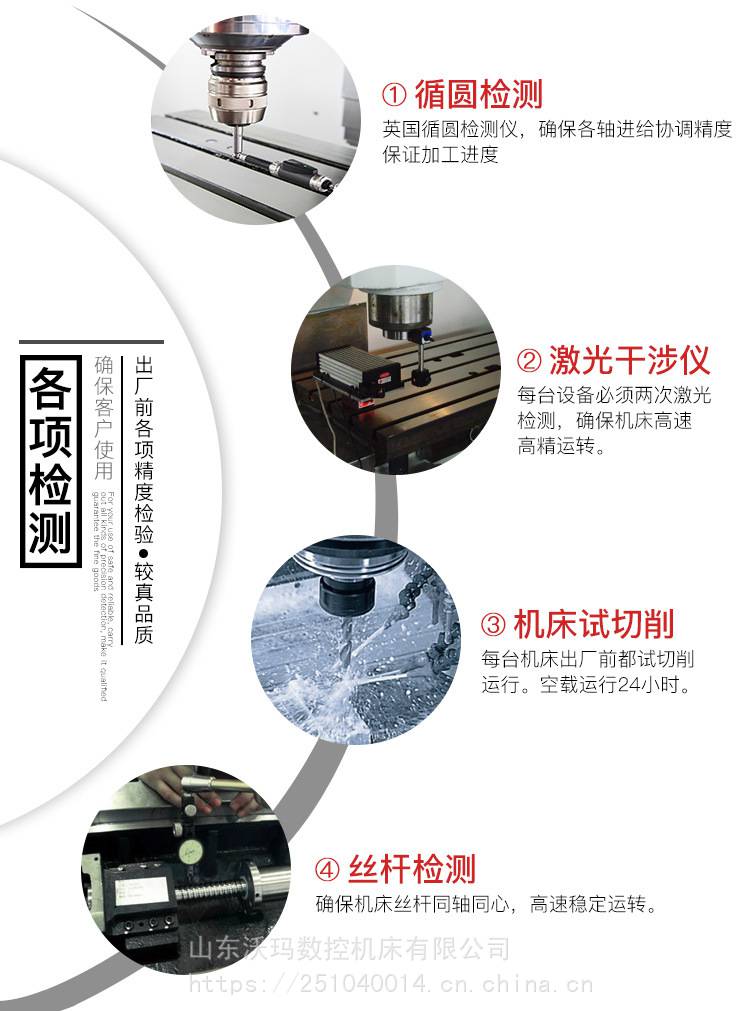
机床床头箱与床身.尾座.托板等各结合面之间手工刮研,整机采用激光干涉仪进行检测,有效的保证Z轴.X轴的***精度,重复***精度,反向间隙及机床的稳定性。
2.机床采用高强度铸铁,添加了铜及铬特殊材料,床身导轨宽度400mm,床身导轨淬火深度达到4mm,有效的提高了机床耐磨性及稳定性。
3.机床采用日本河谷集中润滑,床头箱润滑采用台湾宝腾摆线泵进行循环强制润滑,针对南方炎热天气,保证了床头箱的清洁度及散热特点,有效的延长了轴承及齿轮的使用寿命。
4.机床主轴采用瓦房店轴承,主轴通孔可选82mm,机床齿轮采用精密磨削,有效提高了齿轮硬度,降低了机床噪音。
5.机床采用汉江滚珠丝杠,Z轴滚珠丝杠,X轴滚珠丝杠采用拉伸结构,提高了对工件加工外圆及内孔尺寸的准确性。
6.机床采用常州亚兴四工位免抬电动刀架。刀柄尺寸:25x25mm。


| 机床型号 | Item | CK6163E |
| 床身回转直径mm | Swing over bed(mm) | 630 |
| 托板上回转直径mm | Max rotative diameter on carriage(mm) | 400 |
| 加工长度mm | Max processing length(mm) | 1000/1500 |
| 主轴传动形式 | Form of main tran***ission | 三档机械变速,档内无极调速/Three mechanical tran***ission,Frequency conversion in stepless way |
| 主轴转速级数 | Number of spindle speed | 无极/Infinite variable |
| 主轴转速r/min | Spindle speed range(r/min) | 25-850 |
| 主轴头形式 | Spindle nose | C11 |
| 主轴孔前端锥度 | Taper of spindle hole | 公制(metric system)120 1:20 |
| 主轴通孔直径mm | Through-hole diameter of spindle(mm) | 105 |
| 主电机功率KW | Main motor power(kw) | 11 |
| X/Z轴***精度mm | X/Z Positioning precision(mm) | 0.025/0.03 |
| X/Z轴重复***精度mm | X/Z Repeatability precision(mm) | 0.01/0.015 |
| 工件加工精度 | Processing precision | IT6-IT7 |
| 工件表面粗糙度 | Rough degree of processing surface | Ra1.6 |
| X快移速度mm/min | X-axis rapid tr***erse rate(mm/min) | 4000 |
| Z快移速度mm/min | Z-axis rapid tr***erse rate (mm/min) | 5000 |
| 尾座套筒直径mm | Dia.of tailstock sleeve(mm) | 100 |
| 尾座套筒内孔锥度 | Taper of tailstock sleve | MT6# |
| 尾座套筒移动量mm | Tailstock sleeve stroke(mm) | 250 |
| 刀架形式 | Type of tool carrier | 电动立式四工位刀架(Vertical 4 position electrical tool post) |
| 滚珠丝杠直径*螺距(mm) | Ball screw dia*thread pitch(mm) | X:32*05 Z:50*10 |
| 刀架行程X/Z(mm) | Maximum tr***el of tool slide X/Z(mm) | 500/1200,1650 |
| 机床外形尺寸((L×W×H)mm | L*W*H(mm) | 3200(3700)*1820*1780 |
| 机床重量Kg | weight(kg) | 3400/3700 |