





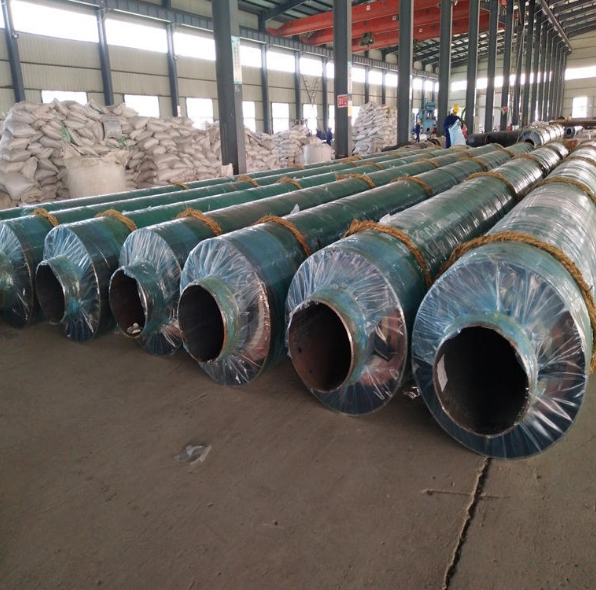
直埋蒸汽管道(钢套钢预制保温管)厂家性能指标
本产品应用广泛适用于海洋设施,石油化工,建筑行业和其他工矿企业的钢结构设备,各类储罐,输运管道等钢材的防腐。公司技术力量雄厚,施工经验丰富,参与完成我国众多长距离输油、输气、输水防腐保温工程,产品质量和服务质量受到用户一致好评。公司有***工程师2名,中级职称技术人员9名,长期熟练操作工140余名。从钢管入厂开始,专人负责,专人记录。公司视产品质量为企业的生命,建立了完善的质量保证体系,能从原材料、除锈、涂敷到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和***的检测手段为用户提供优质产品提供可靠保证。
三 防腐钢管是指经过防腐工艺加工处理,可有效防止或减缓在运输与使用过程中发生化学或电化学反应发生腐蚀现象的钢制管道。根据我国统计数据,每年国内的钢管腐蚀直接经济损失2800多亿,目前***每年因钢管腐蚀损失高达5000亿美元。防腐钢管可有效地防止或减缓腐蚀。
四 防腐分类
1 IPN8710防腐
当钢管内腐蚀介质种类较多,如酸、碱、盐、氧化剂及水蒸气等情况下,涂料必须具有化学惰性、耐酸碱盐腐蚀,涂膜应结构致密,防水渗透性好,附着力强、坚韧丰满。此类情况适用IPN8710防腐。 IPN8710防腐底漆:由聚氨脂聚乙烯、改性环氧树脂、***防锈颜填料、助剂等组成,常温固化形成互穿网络,涂膜结构致密,耐酸、碱、盐,防锈性能优异,附着力强,用于供水管线内壁的防腐打底涂装。 IPN8710防腐面漆:由环氧、橡胶树脂改性,*** 防锈颜填料,助剂等组成。耐***性能优异,***,抗微生物的侵蚀,用于供水管线内壁的防腐面漆。
2 FBE环氧粉末防腐
FBE环氧粉末防腐结构:采用静电喷涂工艺在钢管表面涂敷环氧粉末,一次成膜。该涂层具有涂敷操作简便、无污染、涂层抗冲击和抗弯曲性能好、耐温性高等优点。
3 2PE/3PE防腐
2PE/3PE防腐结构:在钢管表面静电喷涂环氧粉末并侧向缠绕粘接剂、侧向缠绕聚乙烯防腐层,结合三者优良性能,从而显著提高了防腐管道的整体品质。具有 耐化学腐蚀、 耐阴极剥离、 耐机械***性能。
4 环氧煤沥青防腐
环氧煤沥青防腐结构:由环氧树脂+煤焦油沥青+填料制成的防腐涂料在钢管表面上用玻璃布作为加强涂敷形成防腐层,常用于管道外壁防腐。厚度一般为0.5~1.0mm 。
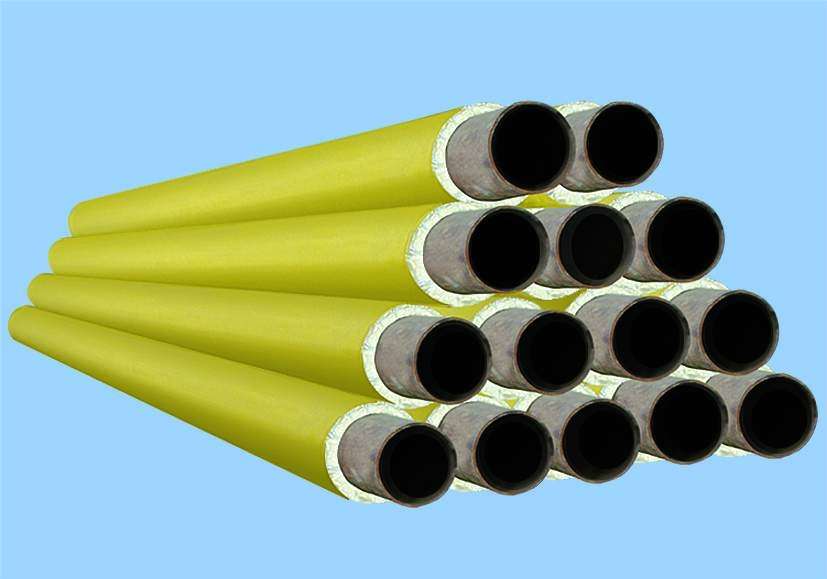
5 高密度聚乙烯外套防腐
高密度聚乙烯外套防腐结构:在钢管外表面包裹高密度聚乙烯材料制成,具有极高的机械强度和优良的耐腐蚀性能,可以保护钢管在运输、安装及使用过程中避免因外界因素而造成的***。制造外套管应添加***剂、紫外线稳定剂和碳黑等。聚乙烯外套管易老化,如露天存放宜用篷布等物遮盖,堆放处应远离高热源和火源,制成防腐钢管后,禁止暴晒、骤冷,否则聚乙烯外套管易开裂,影响产品性能和使用寿命。
6 环氧粉末浸塑工艺防腐
环氧粉末一直是采用静电喷涂工艺涂敷。由于环氧粉末浸塑工艺受附着力问题困扰,环氧粉末的浸塑始终没能推广。近年来随着三椰环氧粉末浸塑专用磷化液开发成功,***攻克了环氧粉末浸塑工艺的附着力难题,开始出现环氧粉末的浸塑这一新兴工艺。
钢管防腐技术要求
一、管道防腐
钢管的防腐按图纸要求,采用环氧煤沥青漆外包玻璃丝布,外涂面漆防腐
外壁施工工艺流程:管道除锈→涂底漆→***遍面漆→第二遍面漆→缠玻璃丝布→面漆→面漆;
内壁施工工艺流程:管道除锈→涂底漆→***遍面漆→第二遍面漆→第三遍面漆
1、管道除锈
涂底漆前管子表面应清除油垢、灰渣、铁锈、氧化铁皮。采用喷砂除锈其质量标准达到Sa2.5级。
2、管子表面除锈后涂底漆,之间时间间隔不超过8小时,涂底漆时,基面应干燥。底漆涂刷均匀、饱满,不得有凝块、起泡现象,管两端150~250mm范围内不得涂刷。
3、底漆表干后涂刷面漆和包扎玻璃丝布,底漆和***遍面漆涂刷的时间间隔不超过24小时。
4、环氧煤沥青涂料采用双组份,常温固化型的涂料;玻璃丝布采用干燥、脱蜡、无捻、封边、中碱、经纬密度为10*12根/cm~12*12根/cm的玻璃丝布。面漆涂刷后立即包扎玻璃丝布,玻璃丝布的压边宽度为30~40mm,接头搭接长度不小于100mm,各层搭接接头相互错开。玻璃丝布油浸透率达95%以上,不得出现大于50mm*50mm的空白,管端留出150~250mm阶梯形搭茬。
5、管道接口处施工要在焊接试压合格后进行,新旧防腐压边不小于50mm,接头搭接长度不得小于100mm,接茬处应粘接牢固、严密。
6、钢管外壁涂层机构:一底两面一布两面,干膜总厚度400μm。
7、钢管内壁涂层机构:一底三面,干膜总厚度300μm。
8、外防腐施工完毕后按设计要求或?给水排水管道工程施工及验收规范?中表4.3.11中相对应的要求进行质量检测。
二、管道防腐检测
1、涂层检查与验收:
①表面涂装施工时和施工后,应对涂装过的工件进行保护,防止飞扬尘土和其它杂物。
② 涂装后的处理检查,应该是涂层颜色一致,色泽鲜明光亮,无皱皮,起泡,流挂,漏涂等缺陷。
③涂装漆膜厚度的测定,用触点式漆膜测厚仪测定漆膜厚度,漆膜测厚仪一般测定3点厚度,取其平均值。
2、质量检测
① 质量检测根据设计规定采用抽样检测的方式进行。
②用目视逐根检查。覆盖层表面应均匀、平整、无气泡、皱褶、凸瘤及压边不均匀等覆盖层缺陷
③漆膜厚度用磁性测厚仪测定,在单节钢管的两端和中间的圆周上每隔1.5米测一点,漆膜厚度应满足两个85%:即85%的测点厚度达到设计要求,达不到厚度的测点,其***小值应不低于设计厚度的85%;
④用***检查仪检查***,如发现***,用砂纸砂轮机打磨补涂;
⑤漆膜厚度不足或有***,返修固化后应复查,不合格的要再次返修,直至合格;
⑥附着力检查,使用硬质刀具在涂层上划一个夹角为60的切口进行抽查,应划透涂层直达基材,用胶带粘贴划口部分,撕掉胶带事后观察划痕处,涂层应无剥落。也可有在同一条件下喷漆的样板上进行检查。