




内外环氧涂塑钢管防锈油措置过具有哪些优势?
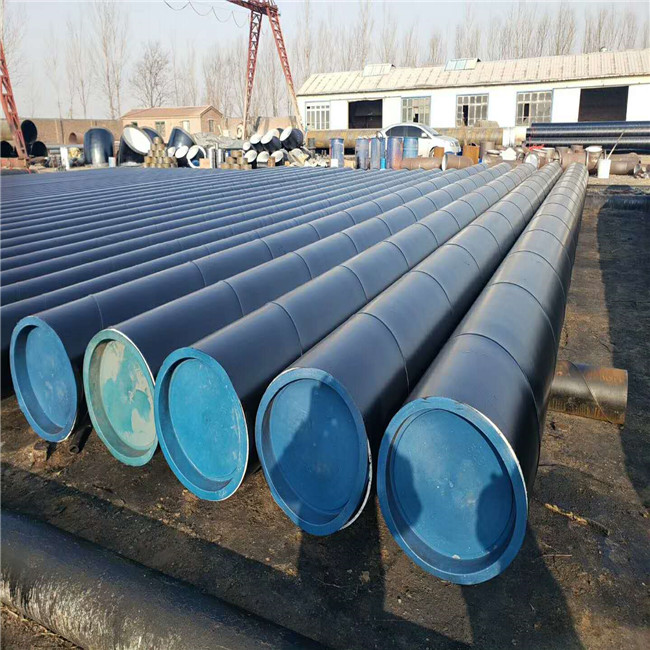
关于内外环氧涂塑钢管利用规模在不竭扩展,内外环氧涂塑钢管具有浩繁的优越性。此中为他带来优越性一个方面是在内外环氧涂塑钢管概况涂抹了防锈油,这个可以经由过程顾客需要选择可以保留时间多久的防锈油,从而满足顾客需要,内外环氧涂塑钢管利用加倍便利,减少变乱发生。
内外环氧涂塑钢管关于防锈油对于涂塑钢管起到的浸染是防锈了局,可以让厚壁钢管长时间滑腻如新,减少外界对于它的腐蚀。内外环氧涂塑钢管其次是必然程度上增加他密封的机能,加倍保证在运送流体的时候,不会呈现***的问题,可以保证流体安全的运送。
还有具有防潮机能或者是防晒机能,太阳暴晒和阴雨连连的天气,对于良多材质机能城市发生的变化,可是此刻利用防锈油,隔绝距离了厚壁钢管直接接触空气,受到外界的环境发生改变的机缘斗劲小,增加他机能不变。
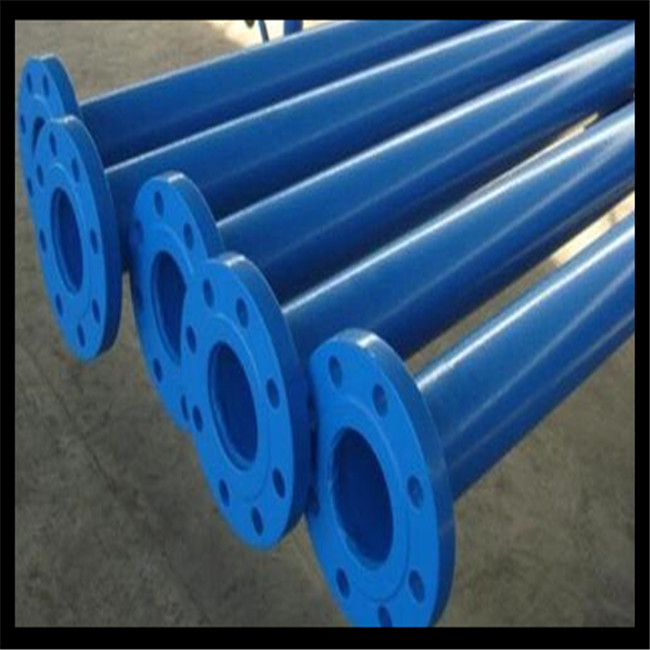
生产涂塑复合管厂家的成形方法有:UOE法、CFE排辊成形法、RBE辊弯成形法,JCOE成形法、C成形法、PFP逐步折弯成形法等。涂塑复合管厂家简单介绍如下:
涂塑复合管厂家首先将预弯边的钢板在U压力机的成形模内压成U型,然后在O压力机的成形模内再压成O形焊接成管后再整体扩径。UOE法是当今国际上******的成形方法之一,至今世界上已有这种成形焊管机组近30套,UOE法以生产效率高和涂塑钢管产品质量好著称,但没备价格昂贵,***规模大。
2.涂塑复合管厂家的排辊成形机由预成形机架、平辊机架、边缘弯曲辊及小排辊机架组成,由于设置了许多相同的小排辊,涂塑复合管厂家使得成形过程中钢板边缘的轨迹近乎是直线的,避免了涂塑钢管“边缘拉伸”现象。CFE法成形质量好,其产品质量与UOF法无区别。该法使用原料为热辊带钢卷,这一点与其它成形法均不同。它主要适用于大批量、单一品种钢管的生产,但难以生产高强度厚壁钢管及大口径钢管。
3.RBE辊弯成形法将涂塑复合管厂家在三辊或四辊之间经多次滚压成形,此种方法生产出的焊管在使用性能和可靠性上均接近UOE焊管。RBE法***少,建厂快,产量适中且灵活性较大,对市场适应性强,近年来该方法在一些发展中***得到了应用。但由于该成形法成形上辊中部无支撑,受其刚度的限制,成形钢管直径不能小于508mm(20in),降低了市场占有率,我国不少管道的直径在508mm以下。
4.JCOE成形法,涂塑复合管厂家首先在水压机上把钢板压成J形,两侧压边后,经多次冲压成形为C形,***后经半O形上模具压成O形。JCOE法其产品质量与UOE焊管接近,而作业线价格远低于UOE机组,但其生产效率低。
5.C成形法用两台C成形机代替UOE机组中的U压力机和O压力机,其成形过程为:经预弯边的钢板首先在***台压力机上成形钢板的一半,涂塑复合管厂家接着在另一压力机上成形钢板的另一半,从而得到O形圆管。C成形法生产的涂塑钢管尺寸合适,产量适中,生产线价格较低。