


螺旋钢管面具有其他工艺无法比拟的优势,可满足用户在螺旋钢管规格方面更多的要求。采用***的双面埋弧焊的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。对钢管进行100的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中.央控制室对生产过程中的技术参数。堆放原则要求编辑螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;同种材料按入库先后分别堆码;露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形。

螺旋钢管生产的生产工艺流程如下:使焊缝边缘的钢材局部加热到熔融状态, 高频焊接中国钢管信息港中国钢管信息港 高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应。经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的高频焊是一种感应焊(或压力接触焊)无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。

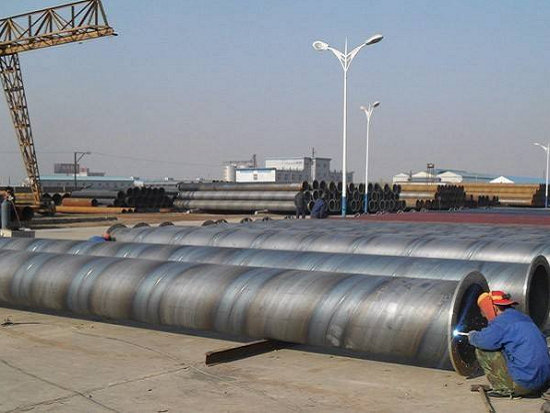
生产方法: 螺旋焊管(双面埋弧螺旋焊管)是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。采用焊缝间隙控制装置来保证焊缝间隙 焊接要求,管径,错边量和焊缝间隙都到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。

螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切***角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量,否则在重要的钢结构场合不宜使用螺旋埋弧焊管。