




热力地埋管厂家采用机械加工、氧气***焰热加工坡口。 (2)采用热加工方法加工坡后,将管端20mm以内的内外侧表面的污油、铁锈、熔渣等清除干净,坡口表面应整齐、光洁,不得有裂纹、锈皮、熔渣和其它影响焊接质量的杂物,不合格的管口应进行修整。 (3)本标段所有管段均采用“V”型坡口,具体形式见下表: 4.4工作管管口对接*** a) 管道对接使用吊车进行管中心高低调整,利用对口器、沙袋及木方等进行对口;不得用强 力对口、加热管子、加偏垫或多层垫的方法来消除接口处的空隙,以免引起偏差错口及不同心等缺陷。钢管对接的要求如下: b) 管道焊缝距离支管或管接头的开孔边缘不应小于 50mm,且不应小于孔径。环焊缝距支吊 架净距高≥50mm,需热处理的焊缝距支、吊架不得小于焊缝 宽度的5倍,且≥100mm。在 管道焊缝上不得开孔热力地埋管厂家
沧州鑫宜达防腐保温工程有限公司
普通会员第8年
|
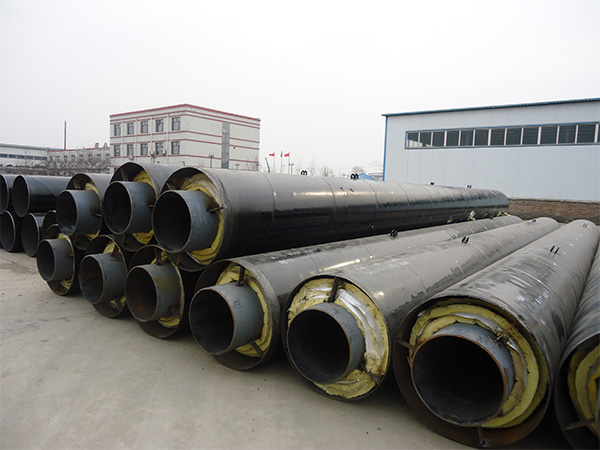
公司主营:直埋保温管、钢套钢蒸汽保温管、防腐钢管及管件