
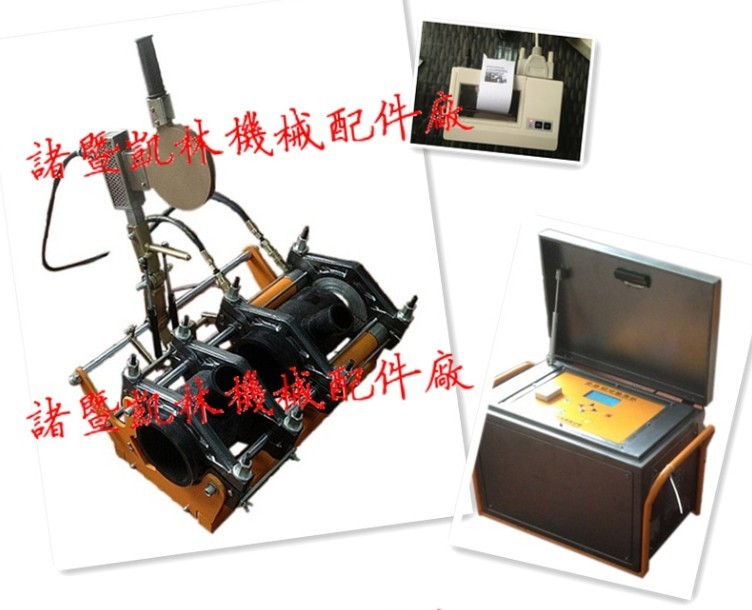





用于焊接聚乙烯pe管材管件,PE/HDPE管热熔 热熔对接焊机 焊机实物图 视频演示由诸暨市凯林机械制造厂(凯悦机电有限公司)友情提供。咨询热线:15988282472 袁先生.
KY系列液压自动热熔对接焊机主要由四部分组成:一是电子温控的加热板;二是铣削机;三是液压电气控制台;四是机架和夹具。自动热熔对接焊机整体及组成部件见实物图。
自动热熔对接焊机具有如下特点:
① 加热板采用专用电子温控装置进行温度控制,表面温度均匀一致。
② 加热板表面涂覆不粘材料。
③ 整机及夹具架刚性好,结构设计合理,施工方便(根据机器的大小和控制形式来确定,以实用为主)
④ 机架第三个主夹具可以重新定位,可以方便地与弯头、三通等管件进行焊接。
⑤ 液压、温控系统采用集成块设计,结构紧凑,温、压参数显示在同一操作界面,精确直观;并具有保压功能,能在电机关闭的情况下保持压力稳定,操控简单,性能可靠。
⑥ 吸热时间与冷却时间可以分别设定,计时结束报警提示,操作简便可靠。
⑦ 液压部分具有过热与过载保护功能。
⑧ 全部部件采用单相220V交流电,便于野外作业(与焊机的功率大小相关)。
性能特点:
★适用于区间内所有规格PE、HDPE、PP等塑料管材的热熔对接式焊接。
★夹具与操作系统分开,易于下沟操作。
★由操作平台(液压、电子)、夹具、加热板、铣刀四部分组成。
★液压软管和快速接头让焊接工作更加方便、灵活。
★机架采用高强度铝合金材料,结构牢固,45°倾斜设计。
★夹具采用四卡套结构,定位管材准确,易于调整错边量。
★采用液压系统控制对接力,压力准确、稳定。
★加热板独立电子温控系统,数字显示精确直观。
★电动铣刀,安全限位开关,防止铣刀意外启动。
★采用电磁阀电动控制(油缸进退),操作更加简便。
操作要点及工艺步骤:
2,1,1材料准备:管道、管件应根据施工要求选用配套的等径、
异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对
性能相似的不同牌号、材质的管件之间的焊接应先做试验。
2,1,2夹紧管材:用干净的布清除两管端部的污物。将管材置
于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,
使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应
尽可能缩短。管材在机架以外的部分用支撑架托起,使管材轴线与机
架中心线处于同一高度,然后用卡瓦紧固好。
2,1,3切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适
当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,
再退出活动架。切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的
杂质和氧化层,保证两对接端面平整、光洁。
2,1,4对中:两对焊管段的错边应越小越好,如果错边大,会导
致应力集中,错边不应超过壁厚的10%。
2,1,5加热:加热板温度达到设定值后,放入机架,施加压力,
直到两边最小卷边达到规定宽度时压力减小到规定值,进行吸热。保证
有足够熔融料,以备熔融对接时分子相互扩散。
2,1,6切换:从加热结束到熔融对接开始这段时间为切换周期,
为保证熔融对接质量,切换周期越短越好。
2,1,7熔融对接:是焊接的关键,熔融对接过程应始终处于熔融
压力之下进行。
2,1,8冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝
材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊
缝的冷却必须在一定的压力下进行。
2,2操作要点:
2,2,1将焊机各部件电源接通,电源应接地,同时应保证加热板
表面清洁、没有划伤。
2,2,2将泵站与机架用液压导线接通。连接前应检查并清理接头
处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好
后,应锁定接头部分,以防止高压工作时接头被打开的危险。
2,2,3将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时,
最好能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的
摩擦力。
2,2,4将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机
架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下
启动。
2,2,5启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
2,2,6当形成连续的切削时,降压,打开夹具,关闭铣刀。此过
程一定要按照先降压,再打开夹具,最后关闭铣刀的顺序进行。
2,2,7取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。
2,2,8检查管子的同轴度。当两端面的间隙与错边量不能满足要
求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。
2,2,9检查加热板的温度是否适宜,加热板的红指示灯应表现为
亮或闪烁。从加热板上的第一次灯亮起后,最好再等10min使用,以使整个加热板的温度均匀。
2,2,10测试系统的拖动压力P0并记录。每个焊口的拖动压力都
需测定;当拖动压力过大时,可采用垫短管等方法解决。
2,2,11将温度适宜的加热板置于机架上,闭合夹具,并设定系统压力P1(本数据以诸暨市凯林机械配件厂供给的焊机为参考,详细温度以厂家提供的数据为准)。
2,2,12待管子(管件)间的凸起均匀,且高度达到要求时,将压力
降至P2近似拖动压力,同时按下吸热计时按钮,开始记录吸热时间。
2,2,13达到吸热时间后,迅速打开夹具,取下加热板。取加热板时,应避免与熔融的端面发生碰撞;若已发生,应在已熔化的端面彻底冷却后,重新开始整个熔接过程。
2,2,14迅速闭合夹具,并在规定的时间内,均匀地将压力调节到P3,同时按下计时器,记录冷却时间。
2,2,15达到冷却时间后,将压力降为零,打开夹具,取下焊好的管子(管件)。卸管前一定要将系统压力降为零;若需移动焊机,应拆下液压导线,并及时做好接头处的防尘工作。
3,质量控制:在过去多个施工项目中都出现过焊道两边高低不一、接口严重错位、卷边不够、假焊等质量问题,而这些问题会直接影响到焊缝的连接,从而直接关系到燃气管道的运行效果和使用寿命。在施工实践中对这些问题我们进行不断的探索,找出了其产生的原因并研究其解决方法。并把在连接过程中易出现的质量问题及解决办法进行归纳总结。
而从上述质量问题的产生原因中,我们可以发现绝大多数问题发生的原因是对连接过程中压力、温度、时间上的控制不够,压力的过大过小、温度的过高过低、时间的过长过短都会影响最终热熔连接的效果;另外对管材的选用也会影响其质量,因为不同牌号不同批次的材料其熔点会有所不同,在连接过程中对温度的把握也会不同;再有就是环境因素对热熔连接效果的影响,环境温度可能会影响热熔机加热板的表面温度,所以加热前要对加热板表面温度进行测量,还有就是影响冷却时间的长短,夏天环境温度高,所需的冷却时间就长,冬天环境温度低,冷却时间就短;最后还有操作因素的影响,管材夹紧时是否同轴,直接影响接口错边的大小,而从加热结束到熔融对接的切换时间的长短也影响热熔连接效果,为确保热熔连接效果,应尽量缩短切换时间,切换时间过长,熔化的端面在相互接触之前将因冷却而形成一层“冷皮”,不利于分子链的扩散。
操作图解:
1)管材固定

把管材固定在机架上,中间留出5-8厘米的距离。
The carriage Jawws are clamped around the pipe.
2)铣削

将铣刀放入机架,适当调整切削压力对管材端面进行切削。待形成连续切割后缓慢减小切削压力,并撤出铣刀,以保证管材端面光滑平整。
The pipe ends are faced flat & parallel to each other to give a good mating for fusion.
- 管端加热

加热板待恒温后放入机架对管材端面进行加热,并根据管径及环境温度来调整加热时间及压力。
The heater is placed into machine, Both pipe ends are brought together against the heater.
- 焊接

管端加热后迅速将加热板移开,然后立即将管材对接,并根据管径的不同进行对接压力调整。
The pipe soaks against the heater and begins to melt. Both ends are brought together and beg in to bond immediately.
- 完成

当焊口温度降到与环境一致时,将管材自焊接机上移开。完全的接口强度可达到甚至超过本身的强度。
The pipe is held at pressure until cool leaving a joint stronger than the pipe.