






钢套钢直埋蒸汽保温管
1.钢套钢直埋蒸汽保温管 工程概况
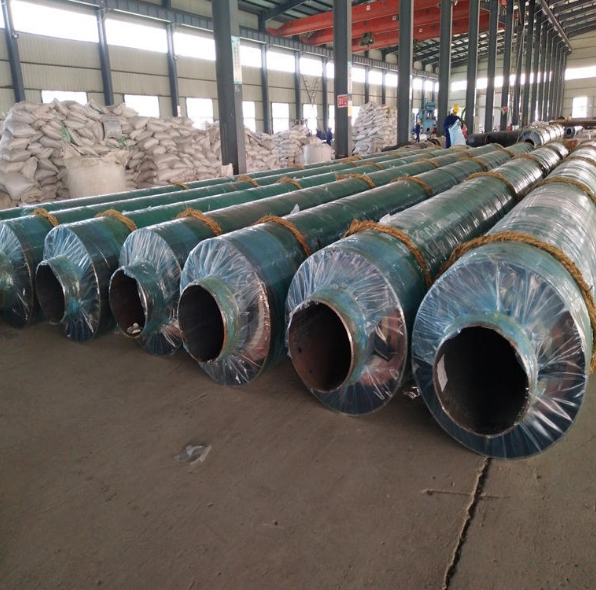
海南三亚某超五星级旅游度假酒店项目(含酒店和别墅群),所需的蒸汽和热水均分别由一个锅炉房
集中供给,整个系统的蒸汽和热水采用钢套钢直埋保温管作为介质输送管道,其中蒸汽、凝结水管道的材
料采用 C8163 流体无缝钢管,热水管道采用 SUS304 不锈钢焊接管,外套管采用焊接钢管 Q235,保温采用离
心玻璃棉,密度≥48 ㎏/m3 。

2. 钢套钢直埋蒸汽保温管深化设计
按设计施工图对锅炉房的设备、管道及连接酒店和各栋别墅的管道,进行综合布置深化设计,画出平
面图、立面图和局部大样图。按管道系统单线图的数量、规格、材质选配管道组成件,并标注管道系统编
号和顺序编号对管道分类及管道安装顺序编号,编制模块化预制管道组件制作图。
3. 钢套钢直埋蒸汽保温管工厂化预制
管段的除锈、油防锈漆、玻璃纤维棉保温、纠缠玻璃纤维布、安装固定翼环、安装外套钢管及涂防腐层等工序全部采用工厂化生产。制作管道 V 型辅助托架,托架的 V 型柱和底部均装上滚轮,便于管道的转动。利用吊车将已涂上高温防腐层的钢管吊至 V 型托架和有机械转动功能的卡盘,紧固钢管。启动套丝机使钢管转动进行离心玻璃棉管壳包扎,纠缠玻璃纤维布,安装固定翼环等的半机械化生产。由于钢管上包扎了离心玻璃棉管壳和安装了固定翼环,再加上与钢套管间的空气间隙可有效地绝热。外钢套管的除锈、涂富锌底漆和三布五油环氧煤沥青玻璃丝布防腐层,同样采用以上操作方式实行半机械化生产。
4.钢套钢直埋蒸汽保温管线测量和管沟开挖
管道施工测量和施工控制桩的测设。管线***路线点一般每 20 米处设一点,因管线中线点在施工中被
挖掉,因此,要测设施工控制桩,分为中线控制桩和井位控制桩等附属构筑物位置控制桩两种。管道施工测量。管线的测量主要依据施工图纸、施工控制桩和临时水准点进行;沿沟槽两边每 10~20米打两根木桩,将标高线引测在桩侧面,管道中心线及井位等用施工控制桩来测量。土方开挖。土方开挖采用机械施工,配合少量人工清槽。管沟坡度 1:1.25~1:1.5;管沟开挖,应按设计断面和标高,施工过程中,应检查管沟边坡状态,根据现场情况作好支撑准备,以防塌方;开挖管沟时,不得***下面土的结构,须留 30 厘米沙土不挖,再用人工开挖至设计标高。

5 钢套钢直埋蒸汽保温管碳钢 管道焊接
采用 CO2 气体保护焊,CO2 气体保护焊在保护气流的压缩下热量集中,熔池体积小,焊接线能量小,热
影响区窄,焊件变形小。而且熔池性好,焊工掌握的操作技术较焊条手工电弧容易和稳定,管背面焊缝成
形容易得到控制而获得满意效果。采用机械开坡口,坡口夹角和钝边厚度一致,坡口间隙和角度符合规范要求。壁厚相同的管、管件组对时,内壁错边不超过壁厚的 1mm,不同壁厚的管、管件组对,当壁厚差大于 1.5mm 时,应按要求加工。管道组对应清理管内和管件杂物,小管用压缩空气吹扫,大管用清管器清理。不锈钢管与碳素钢接触部位采取保护措施;管壁厚δ≤4mm 的管道焊接时可不开坡口,但焊接时两管之间应有 2~3mm 的间隙;钢管壁厚δ>4mm 时,开单边坡口或 V 型坡口,坡口为 65°左右,焊接时两管之间应有 2~3mm 的间隙;焊前应对坡口内、外表面及两侧各 25mm 宽的范围进行清理,用棉纱和钢丝刷除去水、油污、飞溅和油漆。不锈钢管必须使用不锈钢刷清扫;组对前,应检查管子端面的垂直度,并沿管口圆周等距离点焊 3~4 处。采用单面焊接双面成形技术焊接全熔透的对接管道。焊接时,从管底起焊管顶收焊,在固定管两侧分别采用对称的单侧 1/4 圆周向上焊法焊接。可减少弯曲变形,大管径焊接时采用双人同步对称焊接。
6.钢套钢直埋蒸汽保温管不锈钢管焊接
不锈钢管焊接采用***弧焊接工艺,确保管道内壁光滑。焊接时,根据不同管壁,选择焊丝直径、***气消耗量、焊接电流、电压、速度等参数。管的表面无裂纹、缩孔、夹渣、起瘤、折叠、重皮、锈斑和麻点等缺陷;连接前坡口不留纯边;对接时先将管道坡口的毛刺清除掉,在施焊前两小时内,用不锈钢丝刷及工业酒精将管端、坡口面及内外壁 30mm 以内的脏物、油渍清除干净;还应在管的两侧 40~50mm 长度区间内用板遮挡住,以防焊接中的飞溅物落在管面;焊接过程中采用管内气体保***,确保焊缝背面成型平滑。在管道两端设置档板,一端档板开设进气孔,通入适量***气;另一端开放气小孔,避免气压过高逼穿熔池。输入管内的***气可根
据管道大小和长度进行调节; 焊接完毕后,焊枪不能立即移开,继续送出保护气体,5 分钟后再关闭气阀;
焊接后,除去熔渣和焊缝两侧的飞溅物。焊接口的酸洗液酸洗采用刷洗,用刷子醮取 50%盐酸+50%水组成的刷洗,对焊缝区要反复刷几次,到呈白亮色为上,用清水冲净。洗后,用钝化液在管道焊接表面揩一遍,然后用冷水冲,再用布仔细搽洗,***后用热水冲洗干净,并使其干燥,经钝化处理后的不锈钢焊口处表面呈银白色。
7 .钢套钢直埋蒸汽保温管 各种配件安装
7.1 补偿器安装
补偿器按设计要求采用直埋式,为防止散热和渗透造成波纹管补偿器腐蚀,应做保温和防水密封结构;
为保证内固定受推力的合理性和管线运行期间补偿器的稳定性,补偿器固定两端应对称;并在两端各加一
个导向支架,以保证补偿器仅承受轴向推力,延长补偿器的使用寿命。
7.2 疏水装置安装
疏水装置应设在管道与外套管相对位移较小处;疏水管道引出处应设疏水集水罐,集水罐直径按设计
确定;罐体直径不应小于工作管道直径的 1/2,且不应小于 100mm。
8 .钢套钢直埋蒸汽保温管 严密性试验和清洗
8.1 不锈钢管道液压试验
不锈钢管道液压试验时,氯离子含量不得超过 25PPm,试验压力应为设计压力的 1.5 倍,且不得低于0.4MPa;试验应缓慢升压,待达到试验压力后,稳压 10min,再将试验压力降至设计压力,停压 30min,以压力不降、无渗漏为合格。
8.2 管道的吹扫与清洗
采用大管道闭式循环冲洗技术,既能保证系统的洁净,又节约用水。冲洗管道应使用洁净水,冲洗不锈
钢管道时,水中氯离子含量不得超过 25PPm;冲洗流速不得低于 1.5m/s;冲洗须连续多次进行,水色和透明
度经检测符合设计标准为合格。
蒸汽管道按压力不大于管道工作压力的 75%,流速不低于 30m/s 实施吹扫。蒸汽吹扫,应***暖管、及时
排水,并检查管道热位移;蒸汽吹扫应按加热—冷却—再加热的顺序,循环进行,吹扫时宜采取每次吹扫一
根,续根吹扫的方法;吹扫次数应不少于 3 次,每次吹扫时间不少于 15min。蒸汽管道用刨光木板检验,吹
扫后,木板上无铁锈、脏物时,为合格。
9. 钢套钢直埋蒸汽保温管 结语
采用上述实施,施工质量可靠、***快捷,工程提前完工并一次验收合格,取得了良好的经济效益和
社会效益