





160、200型PE高配热熔焊接机




简要说明:
主要用于63-200mmPE、PP矿用抽***管材、管材公司、燃气公司、给排水公司、施工单位、化工输送及电缆铺设等行业。
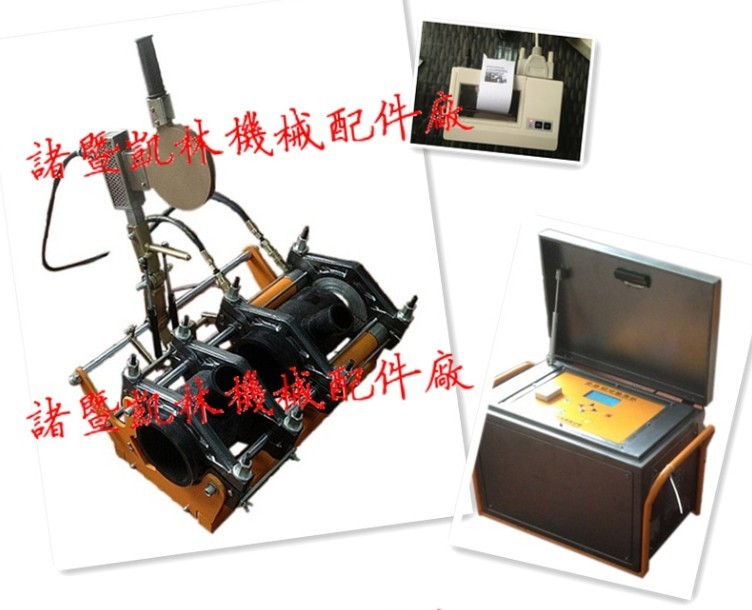
【KYF-200-4C】 (丝杆传动、带压力表、翻盖式)
性能及特点:
●适用于63、75、90、110、125、140、160、180、200mm的PE、HDPE、PP塑料管材的热熔对焊连接。
●由夹具机架、加热板、铣刀(及其提篮架)三部分组成。
●合理的工程力学设计让焊接工作更加方便、灵活。
●四卡套结构令管材***更加***、牢固,锁紧机构可避免焊接时受到外力影响。
●卡套压盖单侧固定的翻盖式结构让焊接工序更加简短有效。
●由手轮柄带动双侧铁链再传动丝杆的精密机械机构提供熔接压力,使得传动平稳有力,***可靠,易于操作。
●机架上独特设计的实时熔接压力显示仪,满足严格的焊接要求。
●电动机驱动削铣刀具。
●优良的性能价格比。
基本技术参数:
●熔接规格:Dn63、Dn75、Dn90、Dn110、Dn125、Dn140、Dn160、Dn180、Dn200●温控范围:0~300°C
●温度误差:&plu***n;5°C
●加热板功率:1.5KW/220V
●铣刀功率:1.1KW/220V
PE热熔机焊接全过程(操作过程)图示
热熔对接机中无论是手动型,还是液压型,加热板和铣刀是必须的,不同的是前者依靠人工操控,后者由液压系统提供动力,实现液压自动控制,尤其对于口径较大的管道,在铣、加热和冷却时都需要很大的压力,人力一般很难做到。整个对接过程大致可以分为:放、铣、热、冷几个步骤,下面用图片的方式给大家演示下:
- 管材固定

把管材固定在机架上,中间留出5-8厘米的距离。
The carriage Jawws are clamped around the pipe.
- 铣削

将铣刀放入机架,适当调整切削压力对管材端面进行切削。待形成连续切割后缓慢减小切削压力,并撤出铣刀,以保证管材端面光滑平整。
The pipe ends are faced flat & parallel to each other to give a good mating for fusion.
- 管端加热

加热板待恒温后放入机架对管材端面进行加热,并根据管径及环境温度来调整加热时间及压力。
The heater is placed into machine, Both pipe ends are brought together against the heater.
- 焊接

管端加热后迅速将加热板移开,然后立即将管材对接,并根据管径的不同进行对接压力调整。
The pipe soaks against the heater and begins to melt. Both ends are brought together and beg in to bond immediately.
- 完成

当焊口温度降到与环境一致时,将管材自焊接机上移开。完全的接口强度可达到甚至超过
身的强度。
The pipe is held at pressure until cool le***ing a joint stronger than the pipe.