




西门子继电器代理商
| 系列号 |
类别 |
产品图片 |
描述 |
选型型号 |
| EM 231 | 模拟量输入扩展模块 |
|
4点模拟量输入 | 6ES7 231-0HC22-0XA0 |
| EM 232 | 模拟量输出扩展模块 |
|
2点模拟量输出 | 6ES7 232-0HB22-0XA0 |
| EM 235 | 模拟量输入/输出扩展模块 |
|
3点模拟量输入 1点模拟量输出 |
6ES7 235-0KD22-0XA0 |


本公司优势产品西门子6ES7-200/300/400/1200/6EP/6***/6GK/ET200/6SE变频器/电缆/DP接头/触摸屏 /变频器/数控伺服备件全系列产品
欢迎您高品质西门子驱动和自动化产品价格
上海晋营自动化科技有限公司销售西门子千万余产品 尽您来询价订货采
购 ,欢迎您来晋营公司,谢谢您的光临!您的合作是我***大的荣幸!
Thank you very much!
上海晋营自动化科技有限公司
联系人:邵泽春
电 话:18221796961(同微信号)
电 话:17317269055(同微信号)
传 真:021-37605857
Q Q: 3548508227
Q Q: 3117125529
DI(Digital Input)开关量输入, 亦称数字量输入。以开关状态为输出的传感器,如水流开关、风速开关、压差开关等,将高/低电平(相当于开关)两种状态输入到控制器,控制器将其转换为数字量1或0,进而对其进行逻辑分析和计算,这种控制器通道即为DI通道。 电 话:(同号)DO(Digital Output)开关量输出, 亦称数字量输出,它可由控制软件将输出通道变成高电平或低电平,通过驱动电路即可带动继电器或其他开关元件动作,也可驱动指示灯显示状态。开关量输出DO信号可用来控制开关、交流接触器、变频器以及可控硅等执行元件动作。AI(Analogy Input)模拟量输入, 模拟量输入的物理量有温度、压力、流量等,这些物理量由相应的传感器感应测得,往往经过变送器转变为电信号送入控制器的模拟输入口。AO(Analogy Output)模拟量输出, 模拟量输出的信号是电压(如0~5V、0~10V间的电压)或电流(如0~10mA间的电流),其输出电压或电流的大小由控制软件决定。
西门子S7-200模拟量扩展模块代理商西门子S7-200模拟量扩展模块代理商西门子S7-200模拟量扩展模块代理商

图2初始界面

图3 主菜单画面

图4手动单步加工画面

图5全自动加工画面

4.1 ES系列PLC的I/O接口
(1)行程开关(开关量输入)定义:SL1—X11下托板前进到位;SL2—X12下托板慢进;SL3—X13下托板回位;SL4—X14上托板前进到位;SL5—X15上托板慢进;SL6—X16上托板回位。
(2)阀件(开关量输出)定义:YV1—Y14下托板前进阀;YV2—Y15下托板慢进阀;YV3—Y16上托板前进阀;YV4—Y17上托板慢进阀。
4.2 工艺流程设计
该机种具有五种单步固定工艺流程,用于五种不同规格产品的加工。

图7 托板***设置画面
(1)单步工艺流程1描述:开车启动,***原点,阀YV1得电,下托板前进碰到下托板慢进限位SL2后开始慢进进行,下托板慢进碰到前进到位限位SL1后执行下托板***(图7)的设定值,时间到后YV1,YV2断电,下托板回原位。

(2)单步工艺流程2描述:开车启动,***原点,阀YV1得电,下托板前进碰到下托板慢进限位SL2后阀YV2得电下托板开始慢进,下托板慢进碰到前进到位限位SL1后执行下托板***(图六)的设定值,时间到后阀YV1,YV2断电下托板回退,碰到回退到位限位SL3信号后上托板前进阀YV3得电上托板前进,上托板前进碰到上托板前进到位SL4限位后,下托板前进阀YV1再次得电,下托板前进碰到下托板慢进限位SL2后阀YV2得电下托板开始慢进,下托板慢进碰到前进到位限位SL1后执行下托板***(图7)的设定值,时间到后阀YV1,YV2断电下托板回退,碰到回退到位限位SL3信号后上托板前进阀YV3断电,上托板回位。

(3)单步工艺流程3描述:开车启动,***原点,阀YV1得电,下托板前进碰到下托板慢进限位SL2后阀YV2得电下托板开始慢进,下托板慢进碰到前进到位限位SL1后阀上托板前进阀YV3得电上托板前进,上托板前进碰到上托板慢进SL5限位后,上托板慢进阀YV4得电,上托板慢前进碰到前进到位限位SL4后阀YV1,YV2断电下托板回退,碰到回退到位限位SL3信号后上托板前进阀YV3,YV4断电,上托板回位。

(4)单步工艺流程4描述:开车启动,***原点,阀YV1得电,下托板前进碰到下托板慢进限位SL2后阀YV2得电下托板开始慢进,下托板慢进碰到前进到位限位SL1后阀上托板前进阀YV3得电上托板前进,上托板前进碰到上托板慢进SL5限位后,上托板慢进阀YV4得电,上托板慢前进碰到前进到位限位SL4后执行上托板***(图7)的设定值,时间到后阀YV3,YV4断电上托板回退,上托板回退碰到回退到位限位SL6信号后下托板前进阀YV1,YV2断电,下托板回位。

(5)单步工艺流程5描述:开车启动,***原点,阀YV1得电,下托板前进碰到下托板慢进限位SL2后阀YV2得电下托板开始慢进,下托板慢进碰到前进到位限位SL1后阀上托板前进阀YV3得电上托板前进,上托板前进碰到上托板慢进SL5限位后,上托板慢进阀YV4得电,上托板慢前进碰到前进到位限位SL4后执行上托板***(图7)的设定值,时间到后阀YV3,YV4断电上托板回退,下托板前进阀YV1,YV2保持前进位不动。

(6)全自动工艺流程:开车启动,***原点,阀YV1得电,下托板前进碰到下托板慢进限位SL2后阀YV2得电下托板开始慢进,下托板慢进碰到前进到位限位SL1后执行下托板***(图六)的设定值,时间到后阀YV1,YV2断电下托板回退,碰到回退到位限位SL3信号后上托板前进阀YV3得电上托板前进,上托板前进碰到上托板慢进SL5限位后,上托板慢进阀YV4得电,上托板慢前进碰到前进到位限位SL4后执行上托板***(图7)的设定值,时间到后阀YV3,YV4断电上托板回退,上托板回退碰到回退到位限位SL6信号后下托板前进阀YV1再次得电进入下一个循环。

在人机界面内通过宏指令读出系统设定时间,分别赋值给不同的数据寄存器,如图8所示,运行过程中通过自定义输入时间年月日和系统本身时间进行监控比较,程序判断当系统时间超过设定时间时,系统自动停止运行,如图9所示。

图8系统设定时间赋值

图9自定义运行时间
5 结束语
本项目已经通过设备调试,各项性能指标达到设计指标。台达PLC,人机界面在表壳等小五金加工油压车床设备当中的成功应用,得到客户的好评。
3.3 PLC连接设置
(1) 将DVP28SV+DVPEN01-SL连接上,然后连接路由器LAN口(IP:192.168.0.100)与EN01-SL.
(2)通过EN01-SL上的RS232端口将EN01-SL的IP地址修改为DHCP(动态获取IP),则该EN01-SL的IP地址自然就是192.168.0.100
(3)在互联网另一端,PC2(不同于PC1)接入网络.
3.4无线网卡设置
1,不论是网卡,还是ADSL宽带方式,只要能直接进入互联网(由于防火墙等网络限制,***好不要经过代理服务器)就可以。
2, 在PC2上打开3G网络,网络连接如图7所示。
图7 3G无线上网设置图
3.5 WPL程序通讯设置及程序上载
(1)在PC2上打开WPL软件,在通讯设置中,选择“Ethernet”,选择指定IP为ADSL的IP地址:218.82.145.059。如果该IP地址下连接了多台设备(RS485),则可通过图8中的通讯站号来区分。可实现分别对各台设备进行监控操作。
.jpg)
图8 通信设置图
(2)点击“指定IP查找按钮”,如图9。若搜索成功,则在左侧通讯栏中,会显示EN01-SL的IP为192.168.0.100。
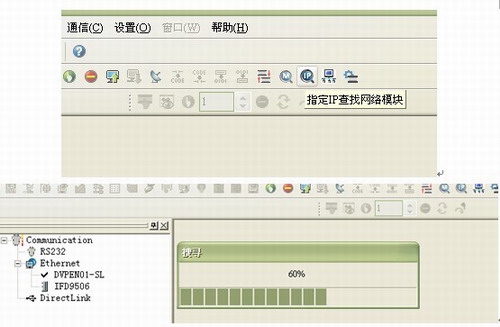
图9 IP搜索图
(3)点中左侧“192.168.0.100”字样,会出现一个“√”,此时点击“上载”,即可实现程序上载、监控及***。如图10:
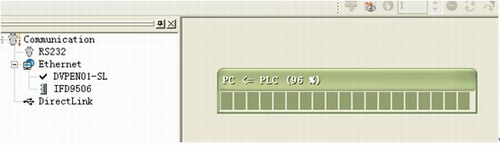
图10 程序上载图
通过画面组态,我们可以由系统主界面对整个高压变频器进行启动、自由停机等操作。实时的将系统运行中的输入、输出电流、运转频率实时的显示在HMI上。在进入功能设定界面来修改系统的操作模式、修改系统密码。参数设定界面能够很方便的对系统进行参数设定。故障界面则及时的显示系统运行中的故障信息。同时HMI能将系统中的事件记录无遗漏的进行储存,让用户和***人员了解产品历史故障信息!
系统运行中HMI显示画面如下 :

本系统采用了台达B系列触摸屏方案。具有以下几大优点:
◆精细高画面的显示
◆完善的故障检测功能,保证设备运行可靠。
◆人性化的编程软件,给客户编程工作带来了极大的方便。
◆能更好的根据工艺的要求进行修改设计,进一步提高了客户在行业中的竞争力。
◆高容量记忆区
一、西门子PLC编程软件和程序结构
1.西门子PLC编程软件
西门子公司针对SIMATIC系列PLC提供了很多种的编程软件,主要有STEPMICRO/DOS和STEPMICRO/WIN;STEP;标准软件包STEP7。
S7系列的PLC的编程语言非常丰富,有LAD、STL、SCL、GRAPH、HIGRAPH、CFC等。用户可以选择一种语言编程,如果需要,也可以混合使用几种语言编程。
2.西门子PLC程序结构
程序结构主要适用与S7-3000和S7-400,他有线性编程、分步式编程和结构化编程等3种编程方法。
二、FPI系列可编程控制器是日本松下电工公司的小型PLC产品。
FPI编程软件及指令系统
1.编程方式
NPST-GR提供了3种编程方式:梯形图方式;语句表方式和语句表达方式。
2.注释功能
NPST-GR可以为I/O继电器和输出点加入注释,使用户对继电器所对应的设备及继电器的用途一目了然。
3.程序检查
NPST-GR能查找程序中语法的错误和进行程序校验。
4.监控
NPST-GR能监控用户编制的程序,并可以进行运行测试。用户可以检查继电器、寄存器和PLC工作状态,方便的进行调试与修改。
5.系统寄存器设置
NPST-GR可设置N0.0-N0.418系统寄存器的内容,根据屏幕的提示信息进行选择或输入,简单方便。
6.I/O和远程I/O地址分配
用NPST-GR可以为主机扩展板上每个槽分配I/O和远程I/O地址。
7.数据管理
数据管理可以将程序或数据存盘,用于数据备份,或在传入PLC之前暂存数据;
两者在编程的应用上还有就是西门子的是单母线,而日本松下的是双母线;
还有就是西门子和日本松下的输入和输出也不同的,日本松下的输入就只有X,输出就只有Y。
其实语言是相通的,就是方法不同,两个可以相互转换。
Panasonic 将在CES展出电力线网络原型,虽然松下早就有电力线网络的产品,不过下个月的CES会有大量没看过的新概念产品现身。这回要展出的原型不只是用来网而已,还能连接电动车、监视器等家用设施,采用HD-PLC(High-Definition Powerline Communicati***)规格,详情还是要等CES才知道。

10月30日,松下电器机电(中国)有限公司在北京举办以“创造可行性方案,构筑梦想未来”为主题的技术展示交流会,集中展示了松下在电子元器件领域的***技术和***产品。看过展会,让人惊叹松下在强大的整机产品背后,竟有着如此绵长的产品线和***的元器件技术产品。该公司负责人透露的数字更是让人吃惊,整个松下在中国的销售额2/3来自于工业类产品。
蓝光产品:极大提高光盘存储容量
蓝光(Blu-ray Disc,缩写为BD)利用波长较短的蓝色激光读取和写入数据,能够在单位面积上记录或读取更多的信息。因此,蓝光极大地提高了光盘的存储容量,为储存高画质的影音以及高容量的资料提供了介质。
目前为止,蓝光是***进的大容量光碟格式,BD激光技术的巨大进步,使人们能够在一张单碟上***多存储50GB的文档文件,这是现有(单碟)DVD的10倍。在速度上,蓝光刻录机可以达到4倍速。
蓝光产品的巨大存储容量为高清电影、游戏和大容量数据存储带来了可能和方便,将在很大程度上促进高清***产业的快速发展。
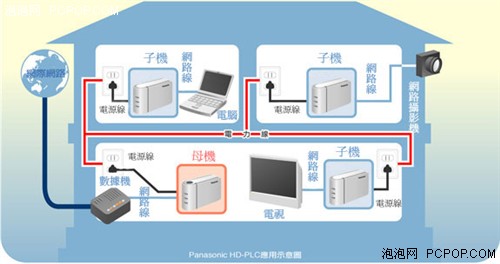
Panasonic HD-PLC高速电力线网路桥接器,是利用电力线网路的技术将家中现有的电源线转变为网路线,同过本产品,只要有电源插孔的地方就能网。 简单设定、随插即用以及高速稳定的传输质量,***一般有线LAN在线路配在线的麻烦,以及无线LAN会因地形损耗的传输质量和不安全性,***进化传统网络串连的方式。简单设定、随插即用以及高速稳定的传输品质,***一般有线LAN在线路配线上的麻烦,以及无线LAN会因地形损耗的传输品质和不安全性,***进化传统网路串连的方式。
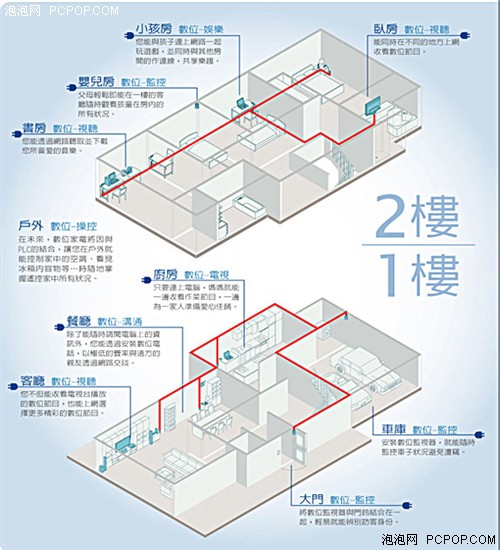
未来,在数字家庭发展的趋势下,Panasonic HD-PLC更能将家中的数字家电,如监视系统、数字电视、游戏机、行动、冷气、冰箱等等,透过电源线串接网,在数字化安全、***、沟通、操控上,都能轻易连网络,打造数字化的智能网络家庭。
电源插孔就是网络孔
将Panasonic HD-PLC插上电源插头,即可利用电线充当LAN线作传输。 省去了网时须要配置网络线的麻烦,轻易就能建立穿墙网络,在家中,只要有电源插座和Panasonic HD-PLC,随时都可移动网。
高速稳定的传输质量
Panasonic HD-PLC,具备松下***传输技术,因应未来宽带趋势,传输速率高达190Mbps,传送影音及数字数据顺畅无比。 且不像无线网络会因地型或障碍物而影响接收覆盖率,享受高速稳定的网质量。
网络安全性高
网络连接考虑***多的一点就是需要能够防止******和***存取。网路连接考虑***多的一点就是需要能够防止******和***存取。 Panasonic HD-PLC采用全新128位AES高阶数据防护加密技术,在您网时,自动设定防护墙,确保用户的连网安全避免***数据被***,同时也让使用者安全的共享档案以及外围设备。

无需牵线经济美观
对于布线困难、或多楼层无线网络无法涵盖的家庭或小办公室,透过Panasonic HD-PLC,您完全无需牵线。Panasonic HD-PLC透过电源线,提供多处据点网功能,***多可达15台同时网,不用花费多余的成本,也不***您室内装潢及影响视觉美观。
随插即用安装简便
安装设定只要一个动作,插入电源孔。安装设定只要一个动作,插入电源孔。 不需设定PC,不需安装任何软件,即使要连接多台终端机的PC/NB也只需按一个键即可,看到PLC的指示灯亮,就表示网络已畅游在电源在线。
本文介绍了通过引进ActiveX控件MSComm,利用C#语言编程,实现上位机与松下FPG-C24R2 PLC的通信,并给出了工程实例。该方法简单可靠、便于移植、实用性强,在工业控制中有着广泛的用途。