




排水用大口径TPEP防腐螺旋钢管 ***输出用TPEP防腐钢管:TPEP防腐钢管——大口径长距离输水钢管第四代产品钢管具有优越的延展性、整体性和便捷的施工操作性,适用于埋地敷设,可用于跨越架空、过河倒虹和ding 管施工。钢管及其配件采用防腐蚀涂层对其内外壁表面实施屏蔽,这是***方便、***常用的防护手段。经内外防护后的钢塑复合管性价比很高,是钢管与塑料管优良性能的结合体,不仅拥有钢管的强度和钢度,还具有塑料的耐化学腐蚀、无污染、内壁光滑、不积垢、流体阻力小等优点,可有效防止水质的二次污染,对提高输水水质作用明显,美国和日本等发达***已有50年以上的使用历史。涂塑钢管的升级换代供水管网是城市运行的生命线,爆管、断水、低压都会威胁供水安全。保障输送的水质安全卫生对管道来说非常重要,水厂输出的水经过不良管道的输送将严重威胁水质,因此***要求供水企业应不间断地保障将出厂的自来水安全、有效、可靠地通过管网输送到每个用户。

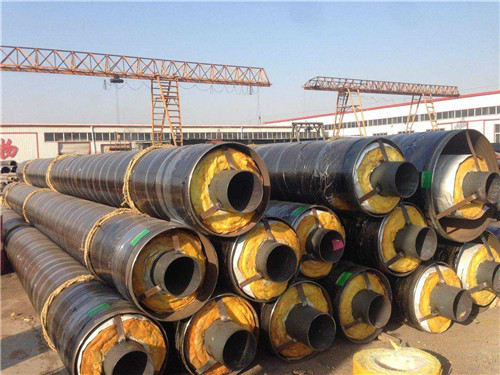
生产流程:产品内壁采用热喷涂环氧粉末防腐方式,粉末经中频的高温加热熔结后均匀地缠绕涂覆在管体表面上,形成内壁防腐层达到了食品级的防腐要求。产品外壁采用3PE防腐加工处理,yi层环氧粉末;yi层粘胶剂;yi层聚乙烯的三层防腐结构。是在外壁防腐技术很***的3PE防腐形式的基础上,同时对内壁防腐做目前很好的防腐处理,实现了无论外壁还是内壁都达到很好的防腐效果,对钢管主体起到了很好的保护作用,这种形式的防腐处理是目前国内乃至国际上***为***的钢管整体防腐处理技术。同时也是国内外高要求工程项目的***优防腐处理选择。产品适用于多种条件下的管业输送工程,是对传统管业产品的yi次革命,是替代钢筒砼管、球墨铸铁管、PE管等传统产品的jijia选择。
TPEP防腐管道,产品内壁采用中频加热喷涂环氧树脂粉末的防腐方式,粉末经高温加热熔结后均匀地涂覆在管体表面上。产品适用于多种条件下的管道输送工程,是对传统管道产品的一次革命,是替代钢筒砼管、球墨铸铁管、PE管等传统产品的***选择。外壁采用3PE防腐技术(3PE外壁防腐技术--3层结构聚乙烯防腐,是目前***,成熟的外壁防腐技术),应用极其广泛,对钢管的防腐保护好,使用寿命长。TPEP防腐就是在外壁防腐技术***的3PE防腐形式的基础上,同时对内壁防腐做目前好的防腐处理,同时内壁的防腐水平达到食品级要求,实现了无论外壁还是内壁都达到好的防腐效果,对使用钢管起到了好的保护作用,这种形式的防腐处理是目前国内乃至国际上为***的钢管整体防腐处理技术。同时也是国内外高要求工程项目的优防腐处理选择。
操作工艺流程及要点 1、连接部位前处理 (1)采用角磨机清理掉管道连接处***钢管的毛刺、焊渣、焊瘤、锈迹、残留涂层、油泥等,务必清理干净,做到表面光洁,且达到st3级。 (2)将连接处两侧的坡口进行打毛处理,每侧聚乙烯层打毛的宽度控制在10~15cm(含坡口),涂层打毛时不得***涂层使之露出底材。 (3)用毛刷将清理下来的碎屑清理掉,务必清理干净,否则将影响修补层的结合力。 (4)修补区若受潮或有水分,必须先采取措施干燥后,再进行前处理。 (5)前处理至刷底漆时间间隔不得超过30分钟,间隔期间若前处理的部位受到二次污染,必须重新进行前处理。 2、刷底漆 (1)按照底漆的使用说明,将双组分及稀料按比例混合,搅拌均匀。 (2)用毛刷蘸上底漆,在管道连接的***处进行刷涂。刷涂厚度以刚好遮住底材为宜,一般厚度在120~150um,不准露出底材,也不准超过厚度。 (3)坡口处露出的环氧涂层要刷涂底漆,但聚乙烯层不得刷涂底漆。 (4)待底漆表干后,便可进行缠绕热收缩套。若底漆表干较慢,可采用电热灯泡照射加速表干,不可用火烤等方式加速表干,否则***漆膜影响结合力。 (5)建议焊接后即进行外修补,利用焊接的余热,即可保证前处理在***以上,又可加速底漆表干,但要在焊接处温度降至80度以下再进行施工。 (6)刷完底漆,将毛刷用稀料清洗干净,准备下次使用。3、缠绕热收缩套 (1)漆膜表干后应立即进行缠绕热收缩套,间隔时间不得超过10分钟。 (2)热收缩套的宽度,应确保缠绕后能完全盖住两侧打毛的部位,一般来说控制厚度大于钢管***部分宽度+两侧打毛的宽度5~10cm。 (3)去除热收缩套上的薄膜或牛皮纸,将热收缩套一端10~15cm长度内的热熔胶面,用烘烤枪的火焰加热,确保边角都得到均匀加热。(4)待热熔胶发软、变亮立刻停止加热,然后迅速将融化的热熔胶一面按压在连接处,热收缩套要完全盖住两侧打毛的区域,并用辊轮从中线向两侧辊压,赶走粘接处的气泡,使之固定。加热时要防止过度加热,否则会***热熔胶层,影响附着力。(5)将热收缩套沿管道周向包卷缠绕,缠绕时务必要拉紧,并保持热收缩套的中线与管道连接缝隙平行。 (6)然后将热收缩套的另一端的热熔胶层10~15cm烤软、发亮,然后迅速与前端粘贴搭接在一起。搭接长度要求超过8cm。 4、质量要求 (1)热收缩套表面应光滑、无褶皱、无气泡,表面无烧焦碳化现象。 (2)热收缩套与环向焊缝、原坡口防腐层贴合紧密,无缝隙。 (3)热收缩套与PE涂层搭接不低于10cm,热收缩套周向搭接不低于8cm。 (4)冷却后,在热收缩套两边缘应有热熔胶均匀溢出。
沧州骏都管道有限公司
普通会员第8年
|
公司主营:3PE防腐钢管,聚氨酯保温钢管,钢套钢保温钢管,防腐钢管,保温钢管,TPEP防腐钢管,内外涂塑复合管