




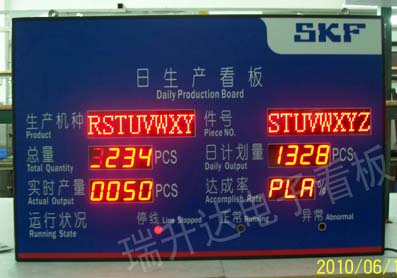
一、 产品外观描述:
1. 均采用1.2寸数码管单红显示,
2.标准班产能可以通过设置;
3. 累计产量采集继电器信号;累计停机时间采集开关信号将每次停机的时间累加;
4. 达成率=累计产量/标准班产量*100%;累计停机次数,自动计算。
5.可能过自动设置累计产量停机时间。
6.外框尺寸:500mm*400mm,外框采用黑色铝型材,上方装吊环。
7.电源:220V,室内用。
二、生产看板无线遥控操作说明
操作步骤:
1:按“时钟”键设置当前时间。格式为xx年xx月xx日,xx时xx分,
① 按“0-9数字键”输入相应数值,相应位闪烁显示;并自动移到下一位;
② 按“<”,后退一位,按“>”向右移一位;
③ 输完后按“ENTER”键保存并退出,按“Exit”不保存退出;
2:按“计划”键可编辑标准班产量, 累计产量,相应位闪烁,按数字键输入相应数值,
按ENTER确认退出;
3:按“价格”键可手动设置停机时间,相应闪烁位为***位,输入0-9相应数值,
按ENTER确认;
4:按“步长”键,显示为“001”设置步长,步长为计数时每次所增加的数量值(如步长为2,则数量增加为,2.4.6.8.10。。。。以此类推增加)默认步长值为:001;
5:按“班次”键,设置班次,班次为固定时间,可设置3个班次,时间分别为:
08:00-20:00 20:01-23:59 00:00-07:59,请不要随便更改班次时间,以免计数不准。00:00-07:59和08:00-20:00这两个班次在进入下一班次时所有数量会自动清零;20:01-23:59和00:00-07:59这两个班次在进入下一班次时不会自动清零(程序已经设置固定,不可修改)。
6:按“·”键手动清零,在累计产量处闪烁,按“ENTER”键,再按“ESC”键退出,除标准班产量外,所有数据全部清零;
7:配送一个1位的红色按钮,停机时用,按一下按钮,看板则处于停机状态,累计停机时间开始计时,再按一下按钮,看板***正常状态,停机时间停止计时;
8:累计停机时间:将每次的停机时间自动累加起来。
9:累计停机次数:将每次的停机次数自动累加起来。
10:达成率看板自动计算=累计产量/标准班产量。
11:累计产量:按继电器信号自动计数。

深圳市瑞升达科技发展有限公司
普通会员第16年
|
公司主营:LED生产看板、生产管理控制系统、MES/ERP系统。