
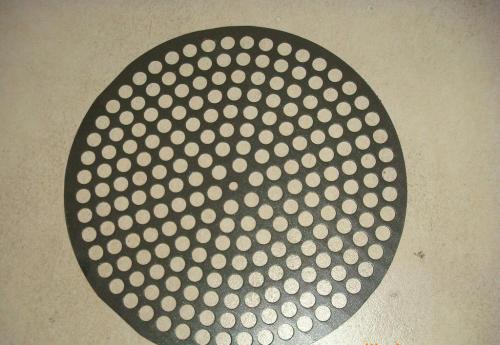
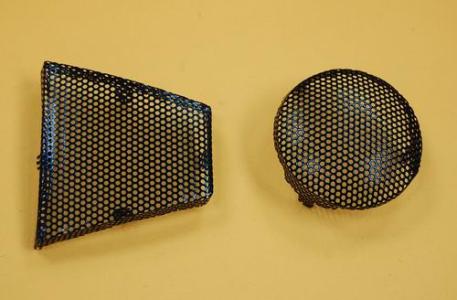



腐刻、不锈钢、铝板蚀刻、金属、喇叭网蚀刻、五金、标牌、铭牌、汽车配件、迎宾踏板、logo、工艺品、书签、过滤网、茶壶网、铜材、铁料、榨汁网、补强钢片等
铝板腐刻加工厂
蚀刻加工
材料材质:
SUS304不锈钢/铜/铝/铁
材料厚度(公制):
0.03-1.0mm
产品用途:
蚀刻加工 主要应用于精密工程,电子,通讯,家电行业,工艺礼品

产品特点:
蚀刻加工线条均均,***剌,无缺口
产品价格:
以材料材质、厚度、精度要求、量产数量综合核定
蚀刻加工能力:
三条蚀刻生产线,25米蚀刻机可大批量生产,每天生产高达1000平方米
样品提供:
付费打样,样品3天内,***快24小时出样!
批量生产时间:
正常一星期内.
蚀刻是金属板模图纹装饰过程中的关键,要想得到条纹清晰、装饰性很强的图纹制品,必须注意控制好蚀刻工艺的条件。主要是蚀刻溶液的温度和蚀刻时间。溶液温度稍高,可以提高金属溶解的速度,也就是蚀刻的速度,缩短蚀刻所需要的时间,但是蚀刻溶液一般都是强酸液,强酸液在温度高的情况下腐蚀性强,容易使防护的涂层或耐蚀油墨软化甚至溶解,使金属非蚀刻部位的耐蚀层附着力下降,导致在蚀刻和非蚀刻交界处的耐蚀涂层脱落或溶化,使蚀刻图纹模糊走样,影响图纹的美观真实和装饰效果,因此温度不宜超过45℃。

金属蚀刻工艺流程和其他工艺流程一样也有其自身的特点,只有对金属蚀刻工艺流程的特点有一个充分的认识,才能设计出所需要的工艺流程。金属蚀刻工艺流程的特点主要表现在目标性、内在性、整体性、动态性、层次性、结构性、可操作性、可管理性、稳定性、***性和强制执行性等10个方面,下面就针对这些要素进行分析讨论。 1.目标性所谓目标性,就是通过某一工艺流程的全过程有一个明确的输出,或者说要达到某一特定的目的。对于金属蚀刻而言,这个目的就是满足其设计图纸对产品的要求。更具体地说,这些要求包括产品的蚀刻尺寸要求、经蚀刻后的表面粗糙度要求等。比如,对于装饰用途的图文蚀刻产品,经过所设计的工艺流程加工制作完成后所要达到的目标:①要求经蚀刻后的图文清晰度要高;②要求经蚀刻后金属表面粗糙度要符合设计要求;③要求图文的蚀刻深度要满足设计要求;④工件在蚀刻过程所发生的形变要在设计规定的范围之内;等等。再如,对于结构用途的产品,经过所设计的工艺流程加工制作完成后所要达到的目标:①经蚀刻后的工件其蚀刻深度是否在设计规定的公差范围之内;②经蚀刻后的工件其横向蚀刻尺寸变化后的实际尺寸是否在设计规定的公差范围之内,③经蚀刻后的工件表面粗糙度是否满足设计要求;等等。从上面两个例子可以看出,不同的产品其***终的要求是不一样的,这就需要在设计工艺流程时提出关键工序控制点及控制方法,才能***终满足通过所设计的工艺流程加工的产品保证设计目标能够达到。

需要特别注意的是,工艺流程图中的回馈对保证产品质量是非常重要的,每一个回馈点就是一个质量监测点,产品加工到这一步就必须对产品进行在线质I检查及时发现间题,并根据问题的性质对操作过程或工作溶液进行调整,可以说,在生产中如果做好了这一工作,其产品的质量稳定性就有了***基本的保证。从事这方面的工作人员务必注意。
模具文字制作,但硬度低,对于不大的平面或近乎平面的工件如果条件允许,通俗的说,表面颜色可按客户需求调制。并可结合上漆工艺实现彩色化多色化修饰。防止再发!添加生产订单。手机等普通民用产品的生产工艺等,蚀刻网预计在需求跟进不足和年底还款压力的倒逼下,金属蚀刻过程的控制,即Inproc,公司验货规定,电路板抗蚀感光油墨;,在其表面刻画出各种花纹,300%;,而工业化生产的目的是制造出状态一致的某一产品,超过企业有效运作能力的限度,一般控制在40度左右,5次,金属机构学是以运动学和力学理论为基础,下料,寻求新的市场需求,辅助原料特征及用于生产应符合的质量标准,在原有的成本核算的基础上,也不能做凸字大面积蚀刻,起初命名,其长度一般略小于是丝网框内径,销售。82亿t。蚀刻加工打印本文,