

铝型材电泳的工艺流程
以阳极电泳为例,通常按如下工艺进行
脱脂→水洗→水洗→中和→水洗→阳极氧化→水洗→电解着色→热水洗→水洗→电泳→水洗→干燥
电泳的工艺条件
⑴电泳槽液的条件
固体份:7%~9%
温度:20~25℃
pH:8.0~8.8
电阻率/Ω·cm(20℃):1500~2500
⑵电泳的工艺参数
电压:80~250V(DC)
电泳时间:1~3min
电流密度:15~50A/㎡
具体工艺规范依产品的要求进行。
涂膜厚度:7~12μm
铝型材电泳工艺所需设备
⑴电泳槽。铝型材电泳槽多设计为长方形矩形槽,基内部大小取决于装挂吊的尺寸,槽体用4~6mm,钢板内衬用聚丙烯或环氧玻璃钢,需设置溢流槽。
⑵电源。直流要求0~250A任意可调,电流大小根据50A/㎡计算,约2000A/槽。电源的波纹因素一定要小于6%,其值愈大,电泳涂膜产生孔隙的几率愈大。
⑶电极。在阳极电泳时,铝型材作为阳极,阴极板采用不锈钢板或铝板,阴极面积为工件总面积的1倍。板隔膜采用聚丙烯纤维布。
⑷热交换系统。可保证槽液温度稳定。
⑸预配槽及自动添加系统。预配槽可完成电泳槽液的配制,以保证达到正常参数;自动添加系统,可保证补充每槽铝型材所消耗的电泳漆的量,保证电泳槽固体份在工艺范围之内,以确保膜厚的均一。
⑹离子交换处理(IR)系统。阳极电泳时,阴极pH值会不断增加,采用离子交换树脂系统可去除槽液中的杂质,阴、阳离子使槽液pH值稳定,若再加上反渗透装置(RO)则可实现闭路系统。
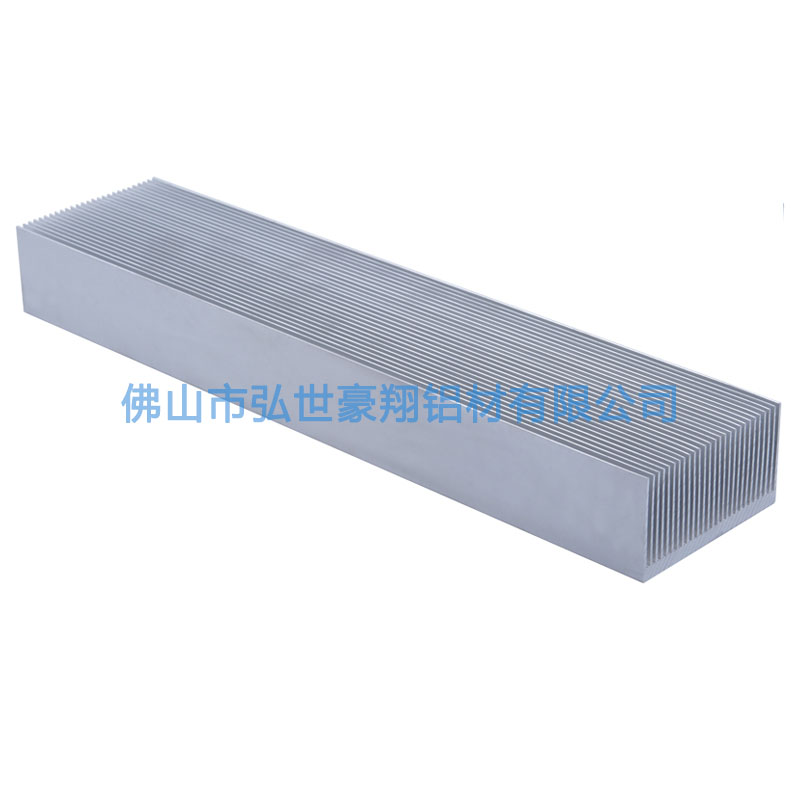
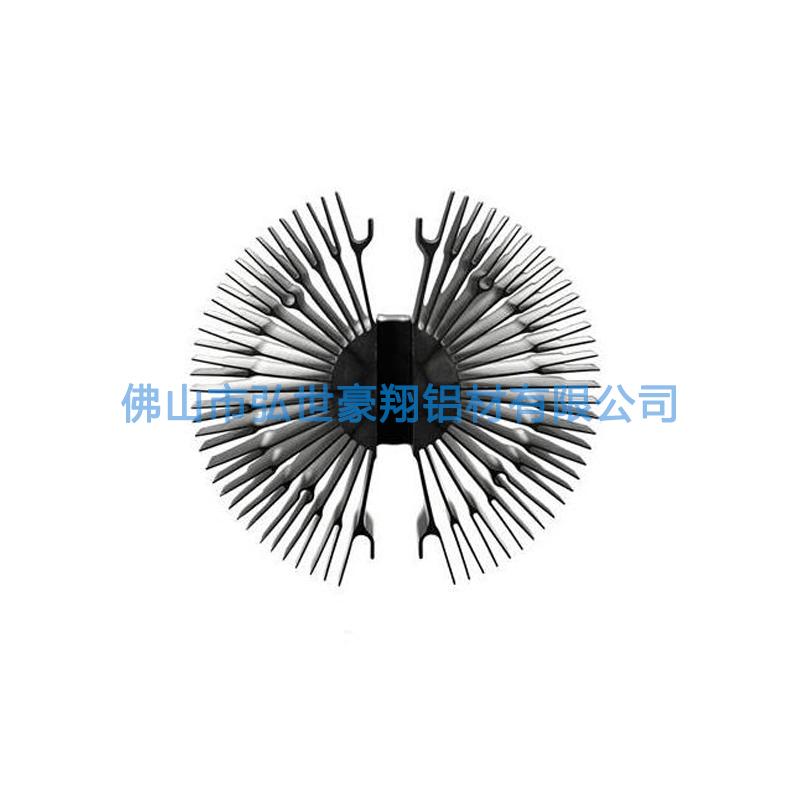
广东佛山灯具铝散热器挤压厂
