

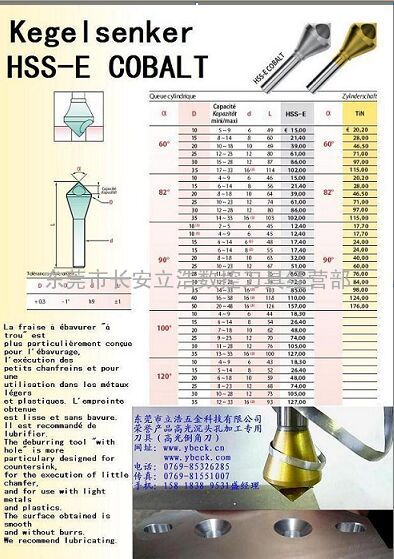

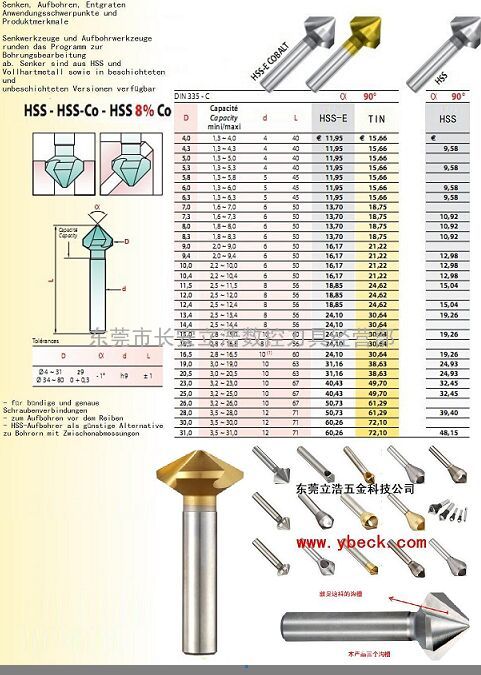
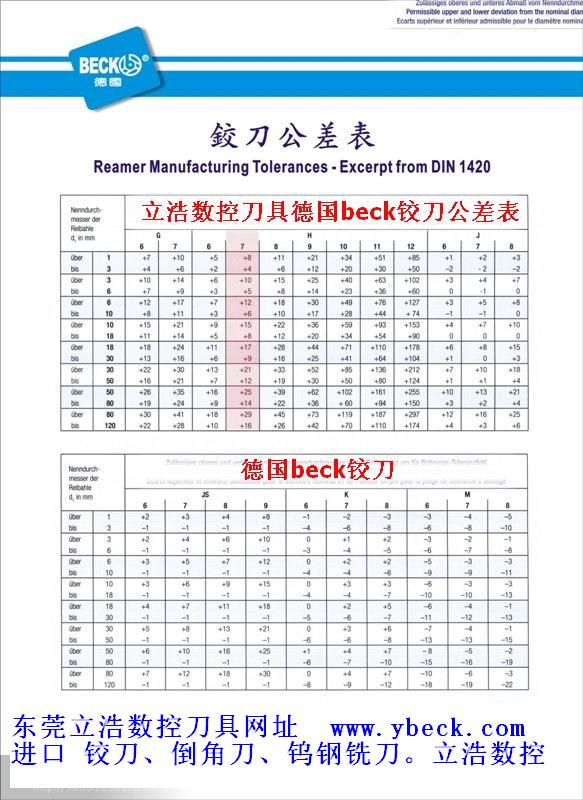
H7国际铰刀公差表,螺旋铰刀公差表精度,德国贝克进口数控铰刀 。上面产品图是1--120MM等规格公差数据表供参考。铰刀用于铰削工件上已钻削(或扩孔)加工后的孔,主要是为了提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工和半精加工的刀具,加工余量一般很小。铰孔的质量好坏取决于铰刀本身的精度和表面粗糙度,因此铰刀几何参数的合理选择,决定了被铰孔加工的质量好坏,***铰刀的直径,它是根据加工孔的公称尺寸和公差以及在铰销过程中被加工孔的扩张量或收缩量决定的。第二铰刀齿数,以德国贝克铰刀为例:铰刀齿数3个刃、4个刃、6个刃、8个刃。要看铰刀的产地。做工工艺。德国,德国贝克铰刀。已有上百年的制作铰刀工艺技术比较成熟。经过了很多实践经验、开发出、标准DIN标准、其中之一二材质为HSS-E 、VHM、分为直A和直B型铰刀。直A螺旋度7度 直A型铰刀0.95mm--1.7mm一下是3个刃1.8mm---2.6mm是4个刃 、2.7mm—13mm以上是6个刃、14mm—20mm是8个刃。合理的螺旋铰刀大小尺寸有利于加工工件的精度、有些铰刀制造不合理的韧带会影响到铰孔的光洁度和精度。有铰孔的精度越高,但是减少了容屑槽,再切销时,刃的多少根据铰刀的尺寸大小而定、刃口过多不易切屑不容易排出,特别是在铰深孔和切削余量大时,因容屑槽被切屑堵塞,切削液就流不进去,致使铰刀和工件因产生热量而变形,影响加工质量。所以铰刀的齿数一般都选用合理的铰刀厂家。要看铰刀的刃口有没有锯齿状。如有锯齿状说明铰刀在制作过程中砂轮放的过粗。但刃倾角能使切削过程平稳,提高铰孔质量。在铰削韧性较大的材料时,可在铰刀的切削部分磨出=15°~20°刃倾角,这样可使铰削时切屑向前排出,不致于划伤已加工表面。在加工盲孔时,可在这种带刃倾角的铰刀前端开出一较大的凹坑,以容纳切屑。
关于铰刀切削铰孔、铰刀切削速度快好还是慢好一般铰孔的一个原则是低转速,高进给,转速尽量要低,进刀量要适当快一些。转速和工件的材料,铰刀大小,加工余量粗糙度要求都有关系,一般钢件采用高速***具切削速度为20米每分钟,转速N=1000*v(切削速度)/πD,如10的铰刀在20米切削速度下转速N=1000*20/(3. 14*10)≈640转/分,进给量F=走刀量(MM/转)*N(转速)如,铰孔走刀量为0.2/转,那么F=0.2*640=128MM/分。不同的铰刀有不同的加工方式。从上公式可知,在满足质量要求的前提下,尽可能选择***经济的参数。不过在铰圆的前提下留量越少越好,转速低粗糙度越好,进给量越慢粗糙度越好,注意要加冷却水及冷却油。德国贝克铰刀国际公差H7 及0.007μ的孔公差铰刀。一般可以满足大众孔加工精度只要求。