


机床加工中心工装@曲沃县机床加工中心工装@机床加工中心工装生产厂家金瑞祥
结构组成:加工中心总体上是由以下几大部分组成:
1.基础部件:床身、立柱和工作台等大件是加工中心结构中的基础部件。这些大件有铸铁件,也有焊接的钢结构件,它们要承受加工中心的静载荷以及在加工
时的切削负载,因此必须具备更高的静动刚度,也是加工中心中质量和体积的部件。
2.主轴部件:主轴部件包括主轴箱、主轴电动机、主轴和主轴轴承等零件。主轴的启动、停止等动作和转速均由数控系统控制,并通过装在主轴上的刀具进行
切削。主轴部件是切削加工的功率输出部件,是加工中心的关键部件。其结构的好坏,对加工中心的性能有很大的影响。
3.数控系统:数控系统由CNC装置、可编程序控制器、伺服驱动装置以及电动机等部分组成,是加工中心执行顺序控制动作和控制加工过程的中心。
4.自动换刀装置(ATC):加工中心与一般通用机床的显著区别是具有对零件进行多工序加工的能力。有一套自动换刀装置。
机床加工中心工装@曲沃县机床加工中心工装@机床加工中心工装生产厂家金瑞祥常见分类
1.按换刀形式分类:1)带刀库机械手的加工中心换刀装置由刀库、机械手组成,换刀动作由机械手完成。2)无机械手的加工中心换刀通过刀库和主轴箱配合
动作来完成换刀过程。3)转塔刀库式加工中心一般应用于小型加工中心。主要以加工孔为.主。
2.按机床加工方式分类:1)车削加工中心:车削加工中心以车削为主,主体是数控车床,机床上配备有转塔式刀库或由换刀机械手和链式刀库组成的大容量刀
库有些车削加工中心还配置有铣削动力头。2)镗铣加工中心:镗铣加工中心将数控铣床、数控镗床、数控钻床的功能聚集在一台加工没备上,且增设有自动换刀
装置。镗铣加工中心是机械加工行业中,应用***多的一类数控设备,其工艺范围主要是铣削、钻削和镗削。3)复合加工中心:在一台设备上可以完成车削、铣削
、镗削、钻削等多种工序加工的加工中心称为复合加工中心,它可代替多台机床实现多工序的加工。复合加工中心以车、铣加工的加工中心为多。
3.按机床形态分类:1)卧式加工中心:卧式加工中心指主轴轴线为水平状态设置的加工中心。卧式加工中心一般具有3-5个运动坐标.,常见的有三个直线运动
坐标:X、Y、Z,外加一个回转工作台,它能够使工件一次装夹完成除安装面和顶面以外的其余四个面的加工。卧式加.工中心较立式加工中心应用范围广,适宜
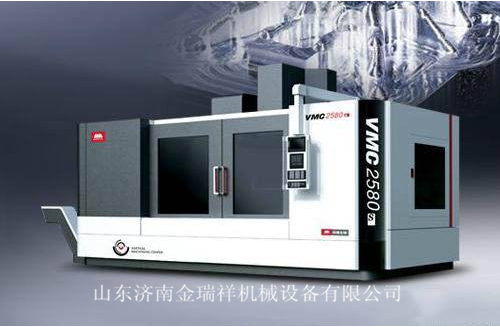
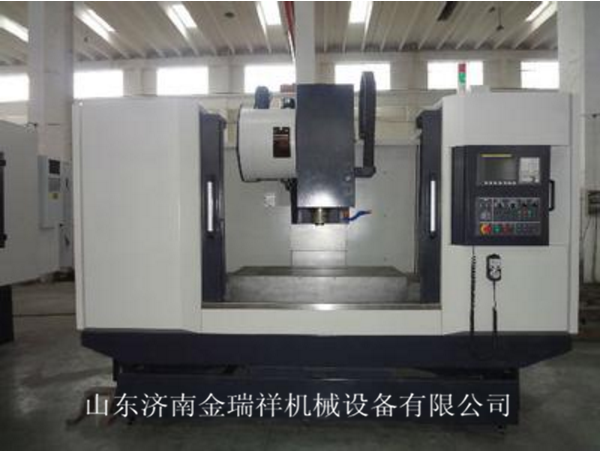
复杂的箱体类零件如泵体、阀体等零件的加工。但卧式加工中心占地面积大、重量大、结构复杂、价格较高。2)立式加工中心:立式加工中心指主轴轴线为垂直
状态设置的加工中心。立式加工中心一般有三个直线运动坐标:X、Y、Z,工作台具有分度和旋转功能,可在工作台上安装一个水平轴的数控转台用以加工螺旋线
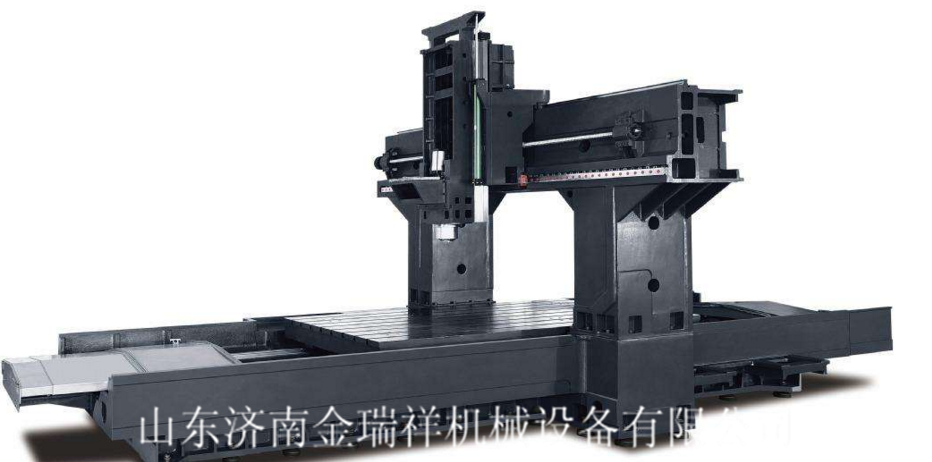
零件。立式加工中心多用于加工简单箱体、箱盖、板类零件和平面凸板。立式加工中心具有结构简单、占地面积小、价格低的优点。3)龙门加工中心:龙门加工
中心的形状与数控龙门铣床相似应用范围比数控龙门铣床更大,主轴多为垂直设置,除自动换刀装置以外,还带有可更换的主轴头附件,数控装置的功能也较齐
全,能够一机多用,尤其适用于大型或形状复杂的工件加工。4)五轴加工中心:五轴加工中心一次装夹能完成除安装面外的所有面的加工,具有立式和卧式加工
中心的功能。常见的***加工中心有两种形式:一种是主轴可以旋转90o;另一种是主轴方向不改变.,而工作台带.着工件旋转90o完成对五个面的加工。:在***
加工中心上,工件安装避免了二次装夹带来的安装误差,所以效率和精度高,但结构复杂、造价也高。
加工对象:数控加工中心机床是指具有刀库、自动换刀装置并能对工件进行多工序加工的数控机床。加工中心主要适用于加工形状复杂、工序多、精度要求高
的工件。:1.箱体类工件:箱体类零件一般具有一个以上的孔系,组成孔系的各孔本身有形状精度的要求,同轴孔系和相邻孔系之间及孔系与安装基准之间又有位
置精度的要求。通常箱体类零件需要进行钻削、扩削、铰削、攻螺纹、镗削、铣削、锪削等工序的加工,工序多、过程复杂,还需用专用夹具装夹。这类零件在
加工中心上加工。一次装夹可完成普通机床60%-95%的工序内容,并且精度一致性好、质量稳定。2.复杂曲面类工件:复杂曲面一般可以用球头铣刀进行三坐标联
动加工,.加工精度较高,但效率低、如果工件存在加工干涉区或加工盲区,就必须考虑采用四坐标或五坐标联动的机床。3.异形件:异形件是外形不规则的零件
,大多需要点、线、面多工位混合加工。加工异形件时采用普通机床加工或精密铸造无法达到预定的加工精度,而使用多轴联动的加工中心,配合自动编程技术
和专用刀具,可大大提高其生产效率并保证曲面的形状精度。形状越复杂,精度要求越高,使用加工中心越能显示其优越性。如手机外壳等异形件可采用加工中
心进行加工。4.盘、套、板类工件:这类工件包括带有键槽和径向孔,端面分布有孔系、曲面的盘套或轴类工件。