





清洗联轴器轮毂及轴颈,清洗各油孔和油槽,使油孔畅通,并清除配合表面及油孔上的毛刺、灰尘、纤维等***。
2.4、用着色法检查轮毂的接触情况,接触面积应在80%以上,且接触斑点均匀,否则应用铸铁棒及锥孔圆环研磨。
2.5 、锥孔和轴颈表面,清洗后不允许用手摸其表面。
2.6、根据产品技术文件给定的推进量,应在装配前进行实际测量,在未装上“O”型环和轴颈干燥的情况下,把轮毂轻轻试妆在轴上,定此位置为“0”位。为防止轮毂与轴粘在一起,应用深度千分尺和块规测量联轴器在轴端处的伸出长度,并应在轮毂和轴上的适当位置做出标记。 2.7、“0”型环装配时,应保持洁净无污物,并应涂少量油脂。
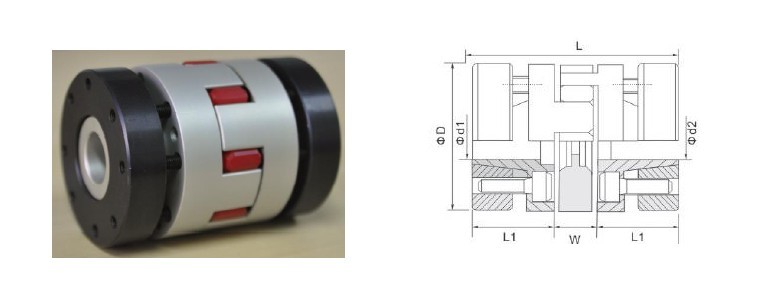
3.1、把轮毂轻轻装在轴上,直到不再移动为止,检查配合、接触情况,检查需要油压压装的距离。无键联轴器装配图见图1装配尺寸见表2。 3.2、装上液压螺母,用手拧紧。
3.3、将低压油泵的油管接头与液压螺母上的管口相连接。在油路上安装量程为100 MPa的压力表。在轮毂端面上装上检测位移量的百分表KTR 联轴器 BoWex 联轴器。
3.4、将高压油泵的油管接头与轴上的接头相连接,在油路上安装量程为300 MPa的压力表. 3.5、用低压油泵加压至5, MPa油路接口应无泄漏。向轮毂输送液压油直至轮毂末端渗油;继续缓慢加压,直至轮毂轴向移动停止,此时油压的大小取决于轮毂轴及轴颈的尺寸,其范围为50 MPa~80 MPa.
3.6、低压油管停止升压后,立即用高压油泵向轮毂内孔缓慢加压,使之膨胀,当压力加到接近***终压力是,及时观察百分表,严格控制推进量,***终油压见表