






大型电机联轴器的热装
大型电机的联轴器,很多是在安装电机的同时热套在轴上。联轴器的轴孔与轴的配合是制造厂按工
作的性质和要求来确定的。
热套联轴器是采用不同的方法加热使联轴器膨胀一定的尺寸后热套在轴上。般来说,加热方法可分为用热油煮、木柴、木炭和焦炭烧,或者采用氧气***以及感应加热等。如果联轴哭重量轻、体积小,操作比较方便的可采用热油煮和木柴烧的方法。不过用木柴烧较脏,加热不易均匀。***好采用油煮和感应加热法。对于大型联轴器,大都采用感应加热法。因为大型联轴器重量大,在加热或套装时必须依靠主电室吊车来吊运。感应加热由于占地面积小,可以在主电室内进行而不影响其他施工,加热时比较干净,同时
可准确控制联轴器内孔热膨胀量KTR 联轴器 BoWex 联轴器。
感应加热的作法是:在联轴器上缠以一定匝数导线作为感应绕组,加上交流电后感应绕组产生磁通随电流交变而交变。这时被加热的联轴器将产生交变磁场(即产生涡流),而使联轴器发热、升温。
联轴器的加热温,应由被加热件的配合公盈〥1和热套时所需的热套间隙〥2来决定。
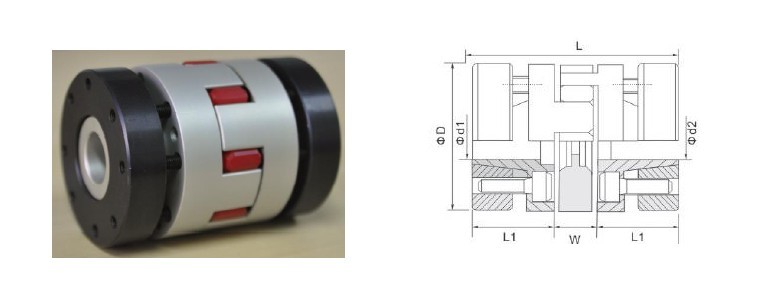
〥1=〥1+〥2 (1—2) 〥=D2-D1 (1—3) 〥1=d1-D1 (1—4) 式中 〥1—联轴器热套所需膨胀量,毫米; 〥─联轴器加热后的实际膨胀量(〥>〥1); 〥1─联轴器与电机轴颈的配合公盈,毫米;
〥2─热套时所需要的间隙,一般为0.6~1毫米;其***小值说详见表1—2;
D2─加热后联轴器的孔径,毫米; D1─室温下联轴器的孔径,毫米; d1─室温下轴颈的直径,毫米。 表1─2 热装所需***小间隙
联轴器重量 (公斤)
被加热件直径D(毫米)
80~120
>120~180
>180~260
>260~360
>360~
500
≤16 0.05 0.06 0.07 >16-100 0.07 0.09 0.10 0.12 >50-100
所以联轴器加热温度应为:
式中 t2─联轴器的加热温度,℃; aF─钢的线膨胀系数,Af=11.3×10-6毫米/米度;
t1─室温,℃。 加温所需时间t
式中 G─联轴器的重量,公斤;
S─钢的平均热容量,通常取0.2大卡/公斤/度;
ΔT─联轴器***高温度,℃;
K—热损失系数,根据现场经验,感应加热实际存在热量损失,因此消耗热能约为计算所需热量的2
~2.5倍,所以K=2~2.5;
U—电源电压,伏; I—加***圈内电流,安KTR 联轴器 BoWex 联轴器。
联轴器热装,一般需加热到250℃左右。测定加热温度可用1#纯锡块(熔点232℃)来试,锡碰上联轴器熔化时,温度即达到要求。升温的时间不宜太快,以免影响联轴器温度均匀性,***终的加热时间要根据膨胀量确定。为了获得合理的联轴器内径,并测量加热后所膨胀的数值,专门制成大小量棍,以便随时测量联轴器膨胀后的内径,直至把加热膨胀的内径数值***大量棍能够放入联轴器内径孔内止,即联轴器
加热便可停止,并立即进行热套工作。
应当指出:联轴器和轴颈在进行热装前,必须作好一切的准备工作。热装的过程一定要迅速,以免
热装过程中温度下降,联轴器孔径缩小,造成热装困难。
一、 联轴器热装的准备工作
首先将轴颈和联轴器的配合处用***或煤油清洗、擦净。如有粗糙和损伤的情况,应当用油石和细砂布来消除,或者用其它方法加以处理。其次用千分尺和千分棍分别仔细地测量轴颈和联轴器内径尺寸如图1—6所示。每一个联轴器沿长度至少要测三个点,并且每点相交成900位置(要求高的热套配合应相交成600位置)反复测量,如果测量结果不符合纸或公差要求时,应用***或半圆锉修理联轴器内孔,禁
止刮削轴颈。
预制好吊装联轴器的卡具和压板如图1─7所示。
做2~3个尺寸不同的量棍,如图1—8所示,量棍的大小尺寸可按联轴器和轴颈的公差配合尺寸来
制作,但***后测量的量棍必须将所需要的热套间隙加进去。
一、 感应加热举例
目前来看感应加热所缠绕在联轴器上的导线长短和截面、加热时间一般根据现场施工经验确定,根据联轴器的尺寸不同来决定安匝数及温度、温升时间。例如,有联轴器测得其内径***大的数值D1为Φ599.98
毫米,又测量轴颈***大数值d1为Ф600.69毫米,则其过盈为:
〥1=600.69-599.98=0.71毫米
又考虑到热装过程须用一定的时间,故联轴器热套时,与轴颈应有1毫米左右装配间隙,即加热后的联轴器内径,应比轴颈直径大1毫米左右方可套装,因而样杆(***后测量的一个)应制成实际尺寸为:
D2=600.69+1=601.69毫米
如室温t1为20℃,则联轴器热套时应加热到:
若将热套间隙〥2改为0.8毫米,则加热温度应为: