




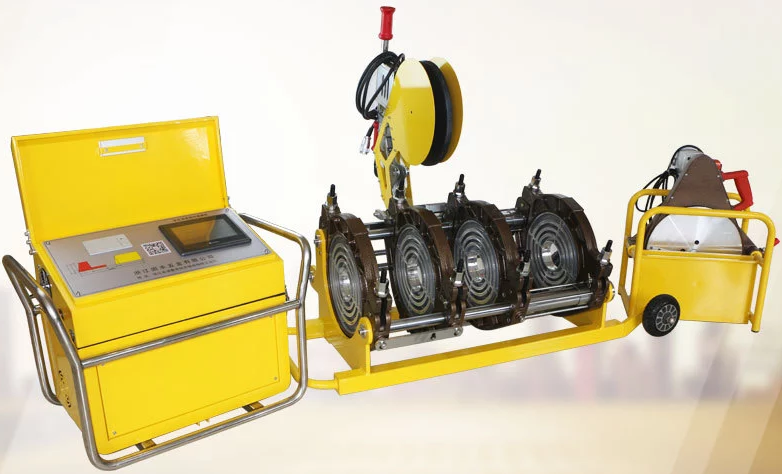


供应煤改气专用160-355型全自动燃气管热熔机
***质检总局《燃气用聚乙烯管道焊接技术规则》规定,燃气管道热熔对接应采用全自动焊机 。
全自动热熔对接焊机的特点:
①对全过程的时间、温度、压力进行全自动、不间断地控制。
②对每一连接、部件和操作人员的识别。
③焊接参数用条码输入,或根据输入的管径和壁厚由系统自动设定(包括加压压力自动设定)。
④根据环境温度自动补偿加热时间。
⑤能保存焊接参数及操作者代码,可随时查阅,随时在通用打印机上打印输出,入档备查。

|
主要技术参数 |
||||
|
机型 |
YDA160A |
YDA250A |
YDA355A |
YDA400A |
|
工作环境温度 |
-5℃——+50℃ |
|||
|
输入电压范围(v) |
220&plu***n;10% |
|||
|
控制装置输入总功率(w) |
2700 |
3700 |
4300 |
6000 |
|
加热板功率(w) |
800 |
2000 |
2500 |
4000 |
|
铣刀功率(w) |
700 |
900 |
1000 |
1100 |
|
***丝规格 |
20A |
|||
|
电机绝缘等级 |
E级 |
|||
|
通常加热板设定温度 |
220℃ |
|||
|
加热板温度调节范围(℃ |
100——300 |
|||
|
加热板表面温差(℃) |
≤&plu***n;7 |
|||
|
对接公差(mm) |
0.5 |
0.5 |
0.5 |
0.5 |
|
对接规格Dn(mm)带下划线为非常用规格 |
63 75 90 110 125140 160 |
110 125140 160 180 200 225 250 |
160 180 200 225 250 280 315 |
250 280 315 355 400 |
选择一个好的品牌,而且价格合理也是需要考虑的,您不妨按照以下联系方式:0575-87610686 18806755551 傅工,咨询一下***人士,相信您可以买到可靠的产品以及合理的价格。

一、焊接预备。热熔焊接施工预备工作如下:
①将与管材规格一致的卡瓦装入机架;
②预备足够的支撑物,保证待焊接管材可与机架***线处于统一高度,并能利便移动;
③设定加热板温度200~230℃ (本数据以诸暨裕达管道科技有限公司供给的焊机为参考,详细温度以厂家提供的数据为准);
④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。
我公司产品主要部位的零部件都是采用进口和国内知名大公司的,为产品品质和持续提高提供了强有力的保证。我们承诺,质保一年,终生维修。诸暨裕达管道科技有限公司为您的工程施工保驾护航。 公司的发展离不开您的支持与信任,以诚信为本,我们会做的更大更强! 我们承诺,质保一年,终生维修!

二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察***小卷边高度→管材熔接并冷却至划定时间→掏出管材。在焊接过程中,操纵职员应参照焊接工艺卡各项参数进行操纵,而且在必要时,应根据天色、环境温度等变化对其进行适当调整:
①核对欲焊接管材规格、压力等级是否准确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用;
②用软纸或布蘸酒精清除两管真个油污或***;
③将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相称(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部门用支撑物托起,使管材轴线与机架***线处于统一高度,然后用卡瓦紧固好;
④置入铣刀,先打开铣刀电源开关,然后再合拢管材两端,并加以适当的压力,直到两端有连续的切屑泛起后(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开流动架,封闭铣刀电源;
⑤掏出铣刀,合拢两管端,检查两端对齐情况(管材两真个错位量不能超过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不知足要求,应在此铣削,直到知足要求。
⑥加热板温度达到设定值后,放入机架,施加划定的压力,直到两边***小卷边达到划定高度时,压力减小到划定值(管端两面与加热板之间恰好保持接触,进行吸热),时间达到后,松开流动架,迅速掏出加热板,然后合拢两管端,其切换时间尽量缩短,冷却到划定时间后,卸压,松开卡瓦,掏出连接完成的管材。