
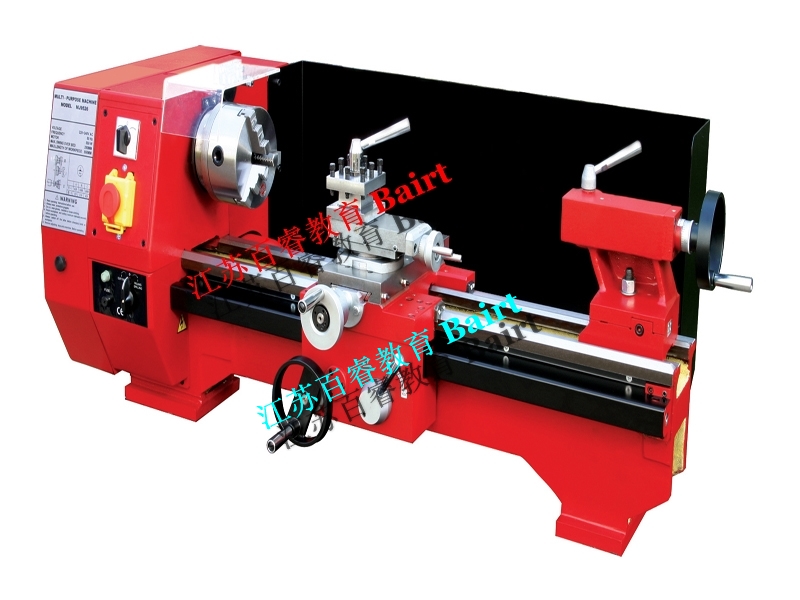

特点概述:
Ø 采用优质材料铸造,实现了功能性和耐用性的相结合,实现全自动运行无需手工操作,安全可靠。具有直线插补、圆弧插补、MDI运行、点动、模拟运行、自动运行、加工轨迹动态显示,程序动态显示等基本功能,支持ISO标准的G代码和M代码,包括:G0-G4,G10,G17-G21,G40-G43,G49,G53-G59,G80-G94,G98,M0-***,M30,M47-M49,***8-***9,同一台计算机既是编程系统又是数控系统。加工程序文件来源广泛:可手工编写,又可软件自动生成。如使用MasterCAM、UG、CAXA、Artcam、Proe、Type3等软件产生G代码(一般保存为“法那克”系统)。数控铣床加工的主要对象有:钢材,铜、铝等材料。
Ø 易于安装,易拆卸,易学习。
Ø 购买成本低。
|
名称 |
技术参数 |
备注 |
|
机床***大回转直径 |
φ140mm |
|
|
主轴通孔 |
φ8mm |
|
|
主轴锥度 |
MT#2 |
|
|
尾座锥度 |
MT#1 |
|
|
主轴转速 |
0~2000r/min |
主轴无级调速且带过载自动保护功能 |
|
***大夹持直径 |
70mm |
|
|
主轴电机功率 |
150W |
|
|
X轴行程 |
70mm |
|
|
Z轴行程 |
160mm |
|
|
工作台有效尺寸 |
130mm*85mm |
|
|
进给速度 |
1100mm/min |
|
|
T形槽尺寸 |
8mm |
|
|
分辨率 |
0.0025mm |
|
|
***精度 |
0.02mm |
X、Z轴使用滚珠丝杆 |
|
净重/毛重 |
29KG/38KG |
|
|
机床尺寸 |
680×420×230mm |
|
|
包装尺寸 |
750×480×280mm |
|
|
操作模式 |
手动、自动 |
|
|
数控手柄盒 |
有 |
至少14个功能按键 |
|
数控模板 |
有 |
30套以上模板,设定参数后可自动生成G代码加工文件 |
|
对刀辅助功能 |
有 |
对工件寻边后,可自动移动刀具至工件的中心点; |
|
主轴调速 |
有 |
|
|
软件运行平台 |
WindowsXP/2K |
基于Windows操作系统平台、运行于PC机上,友好的用户界面、强大的功能、便捷的操作和广泛的应用前景。 |
|
连接方式 |
并行端口 |
直接采用PC机并口输出信号控制步进电机,不需***的运动控制板卡,节省成本,对用户电脑没更多的要求。全光电隔离,抗干扰能力强。 |
|
故障检测 |
软件监测 |
在软件工作主界面上实时监测、显示通信端口的通信状态。便于故障排除。 |
|
误差补偿功能 |
有 |
具有刀具补偿、半径补偿、丝杆的间隙补偿功能。 |