


GB/T3632螺栓检测江苏紧固件检测、
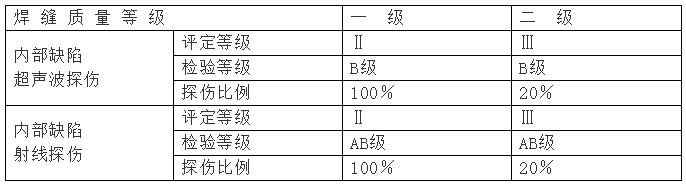
一级、二级焊缝的质量等级及缺点分级应符合下表的规定。
一、二级焊缝质量等级及缺点分级
(5)T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于t/4(t为较薄板件的厚度,下同);设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。焊脚尺寸的允许偏差为0~4mm。检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。
(6)焊缝表面不得有裂纹、焊瘤等缺点。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺点且一级焊缝不得有咬边、未焊满、根部收缩等缺点。焊缝表面外观检验报告见质控(建)表4.1.8.4-13。检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
(7)施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和我国现行有关标准的规定。瓷环应按其产品说明书进行烘焙。应提供焊接工艺评定报告和烘焙记录。
(8)焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。检查数量:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。