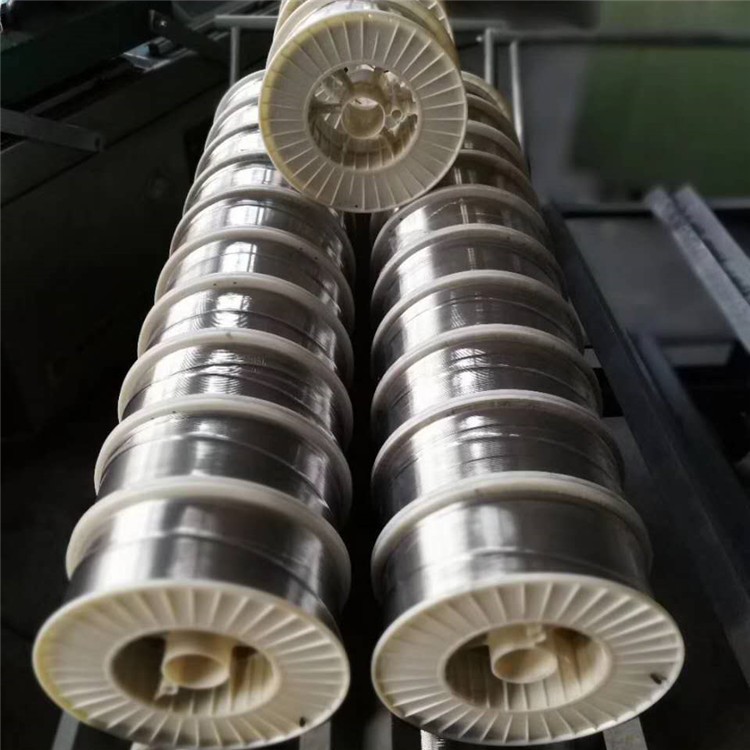






产品规格:1.2mm 1.6mm 15kg/箱
焊后硬度:HRC 60-68°
应用范围:高铬镍合金焊丝,耐磨表面堆焊,在D888的基础上添加Ni,使焊层韧性增加,适用于价值高的矿山耐磨砂石磨耗机件的修复。
金属成份(%):
C 3.00-6.00;B 5.00-8.00;Cr 16.00-20.00;Ni 2.00-3.00;Mo 1.00-2.00
注意事项:
1.采用直流反接;
2.焊接时,CO2气体流量宜为20~25L/min;
3.焊丝的干伸长度应控制在15~25mm范围内;
4.道间温度推荐保持在300℃左右;
5.焊前必须对焊件清除铁锈、油污、水分等杂质。
注意事项: