





|
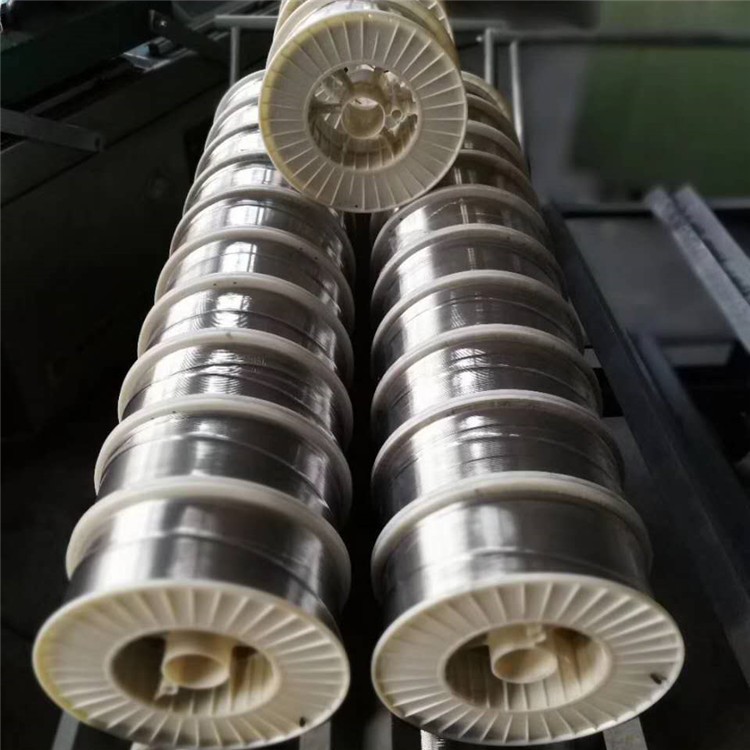
碳化钨合金耐磨焊条:本产品属于堆焊合金耐磨耐冲击焊条,同时具有耐高温性能,以锰钢为焊蕊,焊药以钨铬,硼,锰,钼,等多种金属成份及矿物质组成,交直流两用,可对碳钢,锰钢灰口铸铁,(白口铁除外)母材表面涂焊与焊接,使被焊机件能氶受外界强烈磨擦与冲击,起到延长设备使用寿命,提高产量的作用。该焊条是低氢钠型药皮的铬钼钒型焊条,A与M体混合***,焊态下硬而韧抗裂性优,采用直流反接,主要用于受剧烈冲击磨损件堆焊。并具有耐冲击、耐热、耐磨性能。对受泥沙磨损和气蚀***的水利机械、挖泥斗、橡塑机械、矿山机械零件等,堆焊层无裂纹。堆焊层硬度:HRC60~75。 该焊条可堆焊在低、中碳钢、低合金钢上(如A3、Mn13、16Mn、65Mn),也可在某些灰口铸铁上使用. 堆焊焊条使用说明: 执行GB984-2001标准 堆焊中***常碰到的问题是开裂,防止开裂的主要方法是: 高锰钢及奥氏体不锈钢,可不预热。高合金钢预热温度大于400℃。
|