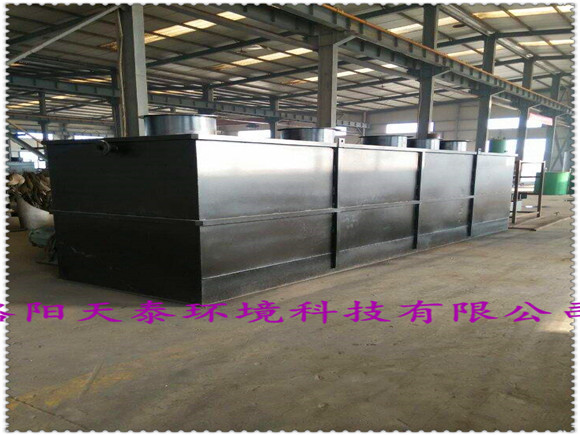



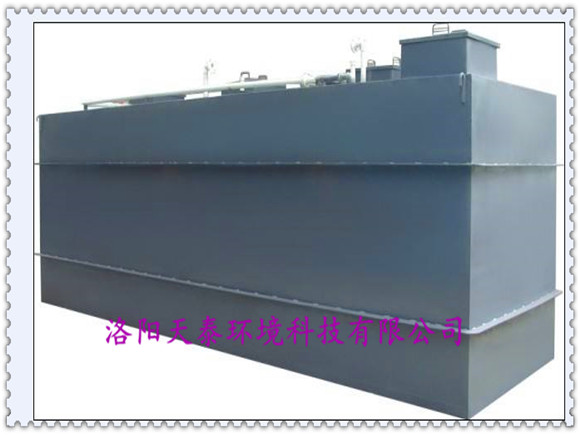

南阳酸洗磷化废水处理设备 磷化废水***处理 刘经理 173,3792,8703(wei信同号)
金属表面处理是美化金属表面并进一步改变金属表面的机械性质及物理化学性质等的各种操作过程,***终使得金属制品更加美观、耐腐蚀、耐用。目前主流的表面处理工艺有酸洗、磷化、发黑、电泳、喷涂等,在金属表面处理的过程中会产生部分废水,其污染因子各不相同:
酸洗是利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的清洁方法,主要用于工艺的前处理或中间处理。废水主要来自于酸洗后的清洗废水,呈酸性,且含有较高浓度的金属离子,主要污染因子为金属离子、pH、CODcr、石油类、SS;
磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,给基体金属提供保护,用于涂漆前打底。该类废水主要来自于镀件的清洗废水以及少量的磷化液,污染因子为pH、CODcr、BOD、磷酸盐、SS;
发黑是使金属表面产生一层氧化膜,以隔绝空气,达到防锈目的。废水主要来自于工件的冲洗废水,因发黑液的主要成分是***和***钠,故废水呈碱性,主要污染因子为pH、CODcr、BOD、金属离子、SS;
电泳是电泳涂料在电压作用下,带电荷的涂料离子移动到阴极,并与阴极表面所产生的碱性物质作用形成不溶解物,沉积于工件表面。该类废水主要来自冲洗镀件表面的废水以及少量废弃的电泳液,有机物含量高,可生化性较差,呈酸性,主要污染因子为pH、CODcr、金属离子、BOD、SS;
喷涂是通过喷枪或碟式***,借助于压力或离心力,分散成雾滴施涂于被涂物表面的涂装方法。涂装废水呈酸性且含有多种金属离子和非金属离子,有些为一类毒物,主要污染因子为pH、CODcr、BOD、金属离子、SS。
金属表面处理废水污染物种类较多,水质、水量波动较大,工程、工艺设计时需对源头废水进行分流,并对高浓度废液进行分质预处理,以提高后续处理工艺的稳定性,进而确保废水处理稳定达标排放。
一般磷化处理为四道工序,即碱洗除油、酸洗除锈、磷化处理、钝化处理。目前,许多单位采用“四合一”或“两步法”等磷化处理新工艺,把原来的四道工序合并一道或两道工序。不论采用哪种磷化处理方法,都有大量的废液生成,尤以酸洗废液和磷化废液无机盐含量高,污染严重。在磷化处理工艺中,每道工序在进入下道工序时,都要用热水或冷水漂洗,这部分漂洗废水浓度相对较低,但水量大。
工艺说明:
酸洗磷化废水通过自流进入废水调节池中,因废水呈酸性,调节池须做三布五油的防腐处理;
酸洗磷化废水提升至“混凝沉淀反应器”中,通过投加石灰、碱铝、聚丙烯酰胺去除磷酸根离子、***离子及COD;
经混凝沉淀后的出水自流入气浮池,去除油脂,进一步降低COD;
为了确保出水的SS稳定达标,经气浮机后出水通过提升泵抽至机械过滤器,去除水中的SS;
经机械过滤器的出水流入清水放流池,达标排放;
运行管理
pH值控制
酸洗磷化废水处理对pH值的要求非常严格,一般的***离子PH控制在8至9之间基本都可以沉淀下来,但是由于石灰在处理酸性磷化废水时是扮演着两个非常重要的角色,一是中和水中的PH值并沉淀部分***,二是与磷酸根离子结合形成沉淀,所以石灰的使用较一般沉淀***时要多。根据现场的实际运行情况,pH值控制在10.5以上,磷酸根的去除率可以达到99%。
由于混凝沉淀时的PH值在10.5以上,如果不加以处理会使排放的水质PH值超标,所以在排放前设置加酸回流系统,将PH值控制在达标范围内排放。
气浮参数控制
溶气罐的压力保持在0.35至0.4MPa间,过低或者过高溶气效果都不好;
空气吸入阀开度不宜过大,吸入的空气量不宜过多, 一般不大于吸水量的10%(按体积计),否则将***水泵吸水管的负压工作,从而影响到气浮效果;从简单的方法,将手心盖于空气吸入口处,感觉有气体吸入即可;
调节好液面的高度,一般高度是调节至出渣口下1cm为宜,太高的话会使废水一并进入集渣系统,影响油渣的收集;太低的话油渣刮不到集渣槽,起不到除油的作用。
过滤系统控制
(1)、系统长期停运后,重新开启时,要对滤料进行约5分钟的正洗,冲洗至出水清澈为止;
(2)、系统初次运行或长期停运后再运行时,应对设备进行排气:开启排气阀,进水阀,然后进水,直到排气阀排出水没有空气为止;
(3)、应随时注意压力的数值,当偏大时应注意反洗,***水冲强度为10 L/ (m2·s);
(4)、根据进水水质的情况,应定期更换活性炭滤料,一般3—6个月更换一次。