




平焊法兰适用于公称压力不超过2.5MPa的钢管道连接.平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种.光滑式平焊法兰的应用量*.多用于介质条件比较缓和的情况下、低压循环水。
带颈平焊法兰颈部高度较低,对法兰的刚度、承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序,较受欢迎。滑动法兰盘:滑动法兰具有较低的枢纽,因为管道进入单法兰焊接前。这是焊接的内部和外部提供足够的强度,防止泄漏。滑动的法兰,都是无聊稍大的外径管道的匹配。他们是优于颈法兰的焊接,由于初始成本较低,许多用户,但*的安装费用大概不会比的,因为所增加的焊颈法兰少。
碳钢法兰***厂家 搭接法兰盘:在搭接法兰实际上是完全相同的滑动法兰,除非它在孔和法兰种族之间的一个半径。这是必要的半径有法兰容纳搭接存根结束。通常,搭接法兰和搭接存根月底交配一起将装配系统。
该插座焊法兰是一个类似的滑动法兰,除非它有一个孔和反孔尺寸。计数器孔与管道的匹配,使管道插入到法兰类似的滑动法兰。在较小的孔的直径是一样的ID相同管道的匹配。限制是内置的孔,作为一个专为管道肩套停留在底部。这消除了任何流量限制在使用插座焊法兰。
自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维***分布更为合理,可进一步提高零件的使用寿命。
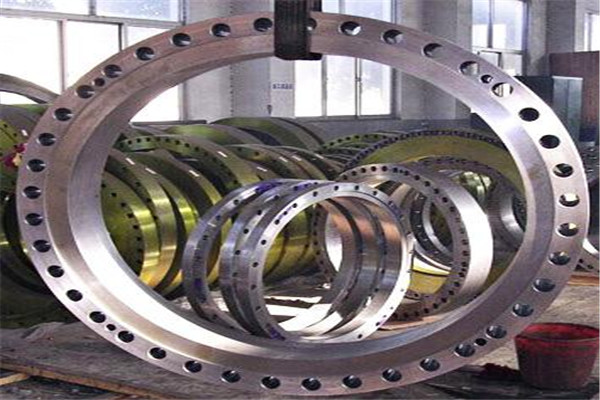
碳钢法兰***厂家
国标平焊法兰产品的使用注意事项:1、为了防止由于法兰盖加热而产生睛间腐蚀,焊接电流应该保持不宜太大,比碳钢焊条少于20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。2、焊条使用时应该保持其干燥,钛钙型应保持150℃干燥1小时,低a氢型应保持250℃干燥1小时,防止焊条药皮粘油和其它脏物,以免导致焊缝增加含碳量和影响焊件质量。3、平焊法兰管件焊接时,受到重复加热而析出碳化物,降低耐腐蚀性以及产品的力学性能。4、铬平焊法兰管件焊后硬化性美标法兰较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用平焊法兰管件焊条(A107、A207)。5、平焊法兰,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬平焊法兰好一些。采用同类型的铬平焊法兰焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用平焊法兰管件焊条(A107、A207)。