




平焊法兰适用于公称压力不超过2.5MPa的钢管道连接.平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种.光滑式平焊法兰的应用量*.多用于介质条件比较缓和的情况下、低压循环水。
带颈平焊法兰(SO)
带颈平焊法兰颈部高度较低,对法兰的刚度、承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序,较受欢迎。
带颈对焊(WN)
对焊法兰盘:颈法兰焊接通常称为"高枢纽"法兰。其目的是转移压力的管道,从而减少在法兰基高应力集中。颈法兰焊接是*的设计对焊那些由于其本身存在的结构性价值提供法兰。不过价格是比较高的,原因是产品的生产工艺复杂。
螺纹(螺纹)法兰:该螺纹法兰是用丝扣来连接的。但产品的中心有与管子相对应的螺纹尺寸。其主要优点是它可以不焊接组装。
滑动法兰盘:滑动法兰具有较低的枢纽,因为管道进入单法兰焊接前。这是焊接的内部和外部提供足够的强度,防止泄漏。滑动的法兰,都是无聊稍大的外径管道的匹配。他们是优于颈法兰的焊接,由于初始成本较低,许多用户,但*的安装费用大概不会比的,因为所增加的焊颈法兰少。
搭接法兰盘:在搭接法兰实际上是完全相同的滑动法兰,除非它在孔和法兰种族之间的一个半径。这是必要的半径有法兰容纳搭接存根结束。通常,搭接法兰和搭接存根月底交配一起将装配系统。
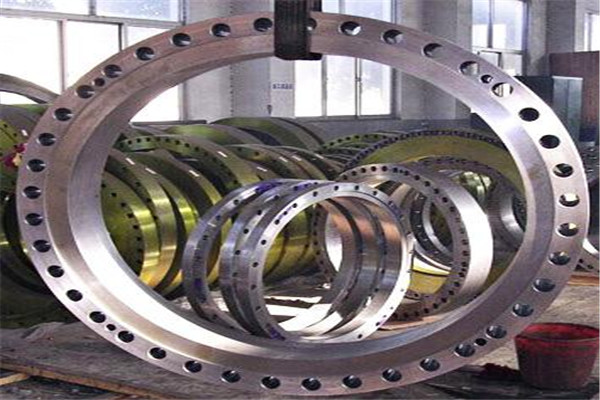
钢法兰直径较大,在一台锻锤上布置不下镦粗台的情况下,可采用两台锻锤联合锻造。一台锤镦粗,另一台锤终锻,由于锻件容易充满,镦粗直径尽可能接近终锻,使碳钢法兰坯料在终锻中的准确且可避免产生折叠。在锻件的批量很少,又不易出折迭的情况下,也可直接在终锻模膛中镦粗并终锻。这种方法应谨慎采用,因为模具寿命较低,并要特别注意氧化皮的清除。高轮毂深孔锻件采用的工步为:镦粗、成形镦粗、终锻。为了使坯料在终锻模膛中便于,有利于轮毂处充满,增加了镦粗成形工步,预先锻出凹孔,翻转后进行终锻为保证锻件充满或避免产生折叠,需改善碳钢法兰流动条件采用预锻工步。
平焊法兰生产厂家 碳钢法兰是坯料沿轴线方向镦粗成形,锻件的水平投影多呈均匀对称形状。选择模锻工步时,按其成形难易程度分为:普通锻件、高轮毂深孔锻件等情况。通过镦粗去掉坯料柱面上的氧化皮,然后再将坯料翻转立起轻轻镦压,去掉端面上的氧化皮。镦粗后的坯料直径以超过轮幅,达到轮缘的中部为宜,这样不致产生折叠并能使轮毂处充满,碳钢法兰直径较大,在一台锻锤上布置不下镦粗台的情况下,可采用两台锻锤联合锻造。一台锤镦粗,另一台锤终锻,由于锻件容易充满,镦粗直径尽可能接近终锻,使碳钢法兰坯料在终锻中的准确且可避免产生折叠。在锻件的批量很少,又不易出折迭的情况下,也可直接在终锻模膛中镦粗并终锻。这种方法应谨慎采用,因为模具寿命较低,并要特别注意氧化皮的清除。高轮毂深孔锻件采用的工步为:镦粗、成形镦粗、终锻。为了使坯料在终锻模膛中便于,有利于轮毂处充满,增加了镦粗成形工步,预先锻出凹孔,翻转后进行终锻为保证锻件充满或避免产生折叠,需改善碳钢法兰流动条件采用预锻工步。