




锻造管件-在管件制造业中,广义的“锻造”是个较为宽泛的概念,是指用管、板和锻件为原材料制造的,其制造方法包括几乎所有管件成形工序的内容。而涉及到具体品种(包括承插焊和螺纹管件的所有品种、支管座和其它需要锻造成形的管件,如厚壁的锻制三通等)的情况时,大口径锻制三通所谓“锻制”是与英文"forged"对应的,即指主要采用锻造方式成形的管件。这里所述的内容是指后一种锻制。根据管件的不同品种和要求,锻制管件主要采用模锻、自由锻和切削加工成形工艺进行。大口径锻制三通通用的模锻方法带有较大飞边,耗费材料,为了降低材料消耗,一些管件制造厂开始采用无飞边的成形工艺制造,取得了较好的效果。本节主要介绍模锻、自由锻和切削加工成形制造管件的工艺情况。
热压三通成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。由于采用加热后压制三通,材料成形所需要的设备吨位降低。热压三通对材料的适应性较宽,适用于低碳钢、合金钢、不锈钢的材料;特别是大直径和管壁偏厚的三通,通常采用这种成形工艺。
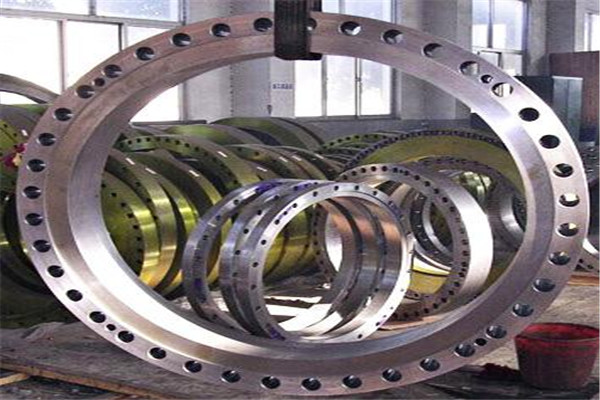
锻制大口径三通
大口径锻制异型三通生产厂家 专业的技术,优质的服务,低廉的价格,是当之无愧的大型焊接三通生产厂家,说到三通还是我们河北盐山zui专业了,在那里云集这大大小小的上千个厂家,其中我们质恒是比较有名气的碳钢焊接三通厂家之一,我们不敢保证我们的价格是很低的,但是敢保证我的质量是完全合格的,货比三家看价格,看重质量找质恒.高压锻制管件是耐压能力比较高的管件。我国的化工标准把承受压力≥16MPa的管道称为高压管道。主要应用于高压蒸汽设备,化工高温高压管道,电厂和核电站的压力容器,高压锅炉配件等。高压锻制管件的制作方法主要是锻造。通过对原料的不断捶打,使材料本身的化学成分的比例和结构发生变化,使其性能得到改善和提高。其锻造的方法主要包括模锻,自由锻和切削加工。主要的标准国标、美标、日标、英标、德标等。主要的材质碳钢,不锈钢和合金钢。不同的管件产品标准中对热处理的规定不尽相同。加热的过程中注意对锻制管件的温度控制。并非所有经过变形的管件均要进行热处理。高压锻制管件进行表面处理,刷漆,刷油,防腐保温根据客户的需要。
高压锻制三通区别于碳钢三通的主要是材质的不同,其所含的化学成分会保持三通表面长时间不会生锈,不会被腐蚀。高压碳钢三通有以下优点:卫生无毒,重量轻,耐热性好,耐腐蚀性好,保温性好,抗冲性能好,使用寿命长的特点
1、卫生无毒:材料完全由碳、氢两种无素组成,未添加任何有毒的重金属盐稳定剂,材料的卫生性能已经通过国家权威部门检测。
2、重量轻:冲压弯头密度为0.89-0.91g/cm,仅为钢管的十分之一。由于重量轻,可大大工业降低运输费用和安装的施工强度。
3、耐热性能好:当工作水温为70度,软化的温度为140度。
4、耐腐蚀性好:除少数氢化剂外,可耐多种化学介质的侵蚀,具有优异的耐酸、耐碱、耐腐蚀性、不会生锈,不会腐蚀,不会滋生细菌,无电化学腐蚀。
5、保温性好:由于材料导热系数低,20摄氏度的导热系数为0.21-0.24W/mk,比钢管(43-52W/mk)、紫钢管(333W/mk)小得多,故PP-R管保温性好。
6、高抗冲:由于独特的抗冲强度性能比其它实壁管有了明显改善,其环刚度相当于实壁的1.3倍。
7、使用寿命长:管材在额定的使用温度和压力下,使用寿命达到50年以上,具有防紫外线、防辐射,使产品永不褪色。
大口径锻制三通生产厂家泰拓管业不断完善和改变自己,用坚强的信念树立我公司的声誉和企业形象.由于锻制合金三通管道的壁厚通常较厚,所以锻制合金三通检测时比较常用的检测方法是超声波探伤检测法,这种方法可以有效地检测焊缝根部以及焊缝内部的焊接质量,同时可用于对原有的焊缝缺陷发展情况检测,从而确定焊缝进行表面检测也比较重要,通常情况下高压三通焊缝的材质是铁磁性村料,所以对锻制承插三通焊缝进行表面检测时应首选磁粉探伤检测法。锻制三通管件制造业中,广义的“锻制”是个较为宽泛的概念,是指用管、板和锻件为原材料制造的,其制造方法包括几乎所有管件成形工序的内容。
对承插焊和螺纹的三通、四通、弯头等小尺寸管件,其外形相对复杂,应采用模锻成形工艺制造。模锻所使用的坯料应为经过轧制的型材,如棒材、厚壁的管材或板材。当使用钢锭作为原料时,应预先将钢锭轧成棒材或经锻打后再作为模锻的坯料使用,以消除钢锭中的偏析、疏松等缺陷。坯料经加热后放入模具中锻压(视情况不同,可能要经过初锻后再进行模锻),压力使金属流动而充满模腔;模锻后的毛坯如有飞边的话,还要经过冲去飞边余料的步骤,从而完成全部模锻工作。