




丝扣法兰是将法兰的内孔加工成管丝扣,并和带丝扣的管子配套实现连接,是一种非焊接法兰。常用给水,排水,消防系统管道连接中,区别于焊接法兰。一般管件管径小于100mm时,使用丝扣法兰连接。丝扣法兰是将法兰的内孔加工成管丝扣,并和带丝扣的管子配套实现连接,是一种非焊接法兰。它和平焊法兰或对焊法兰相比,丝扣法兰具有安装、维修方便的特点,可在一些现场不允许焊接的管线上使用。 常见丝扣连接管材有:衬塑钢管,镀锌钢管等。丝扣法兰盘仅适用于英制管系列。丝扣法兰采用的丝扣型式有按GB7306规定的55管丝扣时,DN150法兰配用的钢管外径应为165.1mm。采用60圆锥管丝扣时,DN65法兰配用的钢管外径应为73mm;DN125法兰配用的钢管外径应为141.3mm。在使用中应特别注意,丝扣法兰盘的公称压力范围和公称通径范围参照ISO7005-1设定。为PN0.6~4.0MPA,N10~150mm。
20号丝扣法兰 国标丝扣法兰生产厂家客户创造价值是公司的目标,与客户共同发展是泰拓公司的目的,客户满意是泰拓公司永远的追求!欢迎您的来电洽谈和实地考察。另可按客户要求生产各种非型号管件 疑难管件 图纸管件。常见的材质有 Q235碳钢材质 20#碳钢材质 304不锈钢材质 316不锈钢材质 16mn合金钢材质 15CrMo合金材质. 法兰的材料有铸铁、不锈钢、合金钢、可煅铸铁,碳钢,有色金属及塑料等。常用给水,排水,消防系统管道连接中,区别于焊接法兰。一般管件管径小于100mm时,使用丝扣法兰连接。连接工艺,使用套丝机在管道两头套丝,通过丝接方式,使管道与丝扣法兰连接牢固。常见丝扣连接管材有:衬塑钢管,镀锌钢管等。合金钢法兰有足够的强度,但不易焊接,或焊接性能不好,亦可选择丝扣法兰。但在管道温度变化急剧或温度高于20℃低于-45℃的条件下,建议不使用丝扣法兰,以免发生泄漏。连接工艺,使用套丝机在管道两头套丝,通过丝接方式,使管道与丝扣法兰连接牢固。
丝扣法兰广泛应用于石油、化工、食品、乳品、机械制造、污水处理、市政供水管道、消防管道等行业。使用条件:它和平焊法兰或对焊法兰相比,丝扣法兰具有安装、维修方便的特点,可在一些现场不允许焊接的管线上使用。合金钢法兰有足够的强度,但不易焊接,或焊接性能不好,亦可选择丝扣法兰。但在管道温度变化急剧或温度高于20℃低于-45℃的条件下,建议不使用丝扣法兰,以免发生泄漏。
20号丝扣法兰
难易程度分为:普通锻件、高轮毂深孔锻件等情况。通过镦粗去掉坯料柱面上的氧化皮,然后再将坯料翻转立起轻轻镦压,去掉端面上的氧化皮。镦粗后的坯料直径以超过轮幅,达到轮缘的中部为宜,这样不致产生折叠并能使轮毂处充满,碳钢法兰直径较大,在一台锻锤上布置不下镦粗台的情况下,可采用两台锻锤联合锻造。一台锤镦粗,另一台锤终锻,由于锻件容易充满,镦粗直径尽可能接近终锻,使碳钢法兰坯料在终锻中的准确且可避免产生折叠。在锻件的批量很少,又不易出折迭的情况下,也可直接在终锻模膛中镦粗并终锻。这种方法应谨慎采用,因为模具寿命较低,并要特别注意氧化皮的清除。高轮毂深孔锻件采用的工步为:镦粗、成形镦粗、终锻。为了使坯料在终锻模膛中便于,有利于轮毂处充满,增加了镦粗成形工步,预先锻出凹孔,翻转后进行终锻为保证锻件充满或避免产生折叠,需改善碳钢法兰流动条件采用预锻工步。
20号丝扣法兰
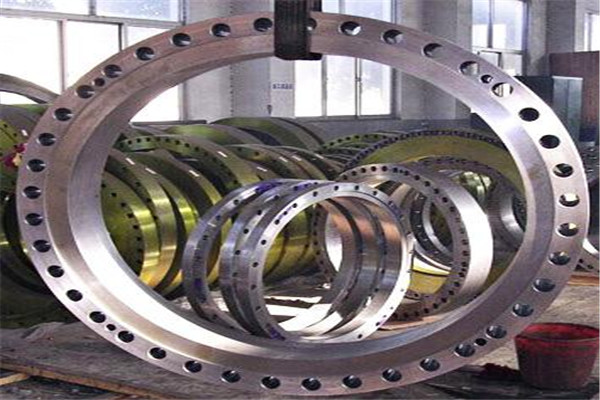
平焊法兰生产厂家 碳钢法兰是坯料沿轴线方向镦粗成形,锻件的水平投影多呈均匀对称形状。选择模锻工步时,按其成形难易程度分为:普通锻件、高轮毂深孔锻件等情况。通过镦粗去掉坯料柱面上的氧化皮,然后再将坯料翻转立起轻轻镦压,去掉端面上的氧化皮。镦粗后的坯料直径以超过轮幅,达到轮缘的中部为宜,这样不致产生折叠并能使轮毂处充满,碳钢法兰直径较大,在一台锻锤上布置不下镦粗台的情况下,可采用两台锻锤联合锻造。一台锤镦粗,另一台锤终锻,由于锻件容易充满,镦粗直径尽可能接近终锻,使碳钢法兰坯料在终锻中的准确且可避免产生折叠。在锻件的批量很少,又不易出折迭的情况下,也可直接在终锻模膛中镦粗并终锻。这种方法应谨慎采用,因为模具寿命较低,并要特别注意氧化皮的清除。高轮毂深孔锻件采用的工步为:镦粗、成形镦粗、终锻。为了使坯料在终锻模膛中便于,有利于轮毂处充满,增加了镦粗成形工步,预先锻出凹孔,翻转后进行终锻为保证锻件充满或避免产生折叠,需改善碳钢法兰流动条件采用预锻工步。