



自攻螺钉一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏;攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象;攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑;攻塑性材料的螺孔时,要加润滑冷却液。
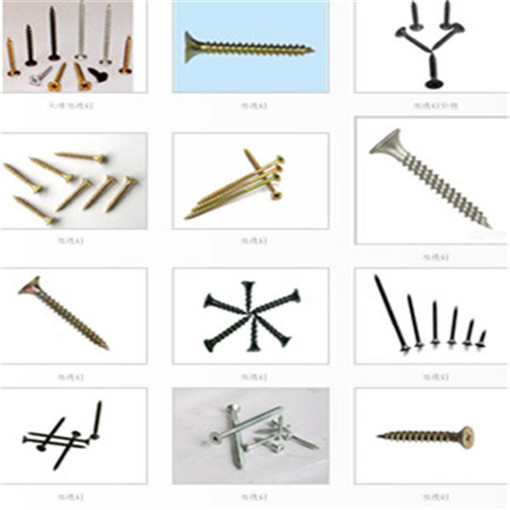
螺纹切削自攻螺丝(ThreadCuttingTappingScrews)─在螺纹之尾端切割出一或多道之切削口,使能在旋入预钻孔时,利用螺丝尾部及牙部以类似螺丝攻的方式切削出配合阴螺纹.它可以用在厚板,比较坚硬或易碎等不易塑造之材料。