

规格表(SPECIFICATION)
|
型 号 Model |
频 率 Frequency |
输出功率 Output power
|
熔接面积 Welding Capability |
外型尺寸m/m Dimension |
重量Weight |
电源 Line Source |
|
HW—2803 |
28KHZ |
500W |
35m/mφ |
480×380×160(m/m) |
20kg |
110V3A1P |
|
HW—2010 |
20KHZ |
1000W |
130m/mφ |
425×630×920(m/m) |
90kg |
220V/10A1P |
|
HW—2014 |
15KHZ |
1400W |
150m/mφ |
425×630×920(m/m) |
95kg |
220V/10A1P |
|
HW—1518 |
15KHZ |
1800W |
160m/mφ |
425×630×920(m/m) |
100kg |
220V/10A1P |
|
HW—1522 |
15KHZ |
2200W |
180m/mφ |
425×630×920(m/m) |
110kg |
220V/10A1P |
|
HW—1526 |
15KHZ |
2600W |
200m/mφ |
425×630×920(m/m) |
115kg |
220V/12A3P |
|
HW—1532 |
15KHZ |
3200W |
230m/mφ |
750×850×1750(m/m) |
250kg |
220V/15A3P |
|
HW—1542 |
15KHZ |
4200W |
260m/mφ |
750×850×1750(m/m) |
300kg |
220V/20A3P |
操作注意事项
- 操作本机前,务必详阅本使用说明书。
- 平日须确实依照维护***说明做好***工作,以确***机正常操作及 寿命。
- 应随时注意保持本机基床面之整洁,不可任意搁置工具与杂物,以免 影响本机正常操作。
- 本机控制箱内因有高压线路,请勿任意拆卸,以免发生意外。
- 使用脚踏开关时,务必两手***离开底模,以免双手遭焊头压伤。
- 更换焊头时,务必将头锁紧,以免影响音波发振不良。导致烧毁。
- 更换焊头后,须调整音波以确***机熔接品质。
- 生产告一段落时,须将电源开关及气压源开关关闭,以免意外发生。
- 操作时,请勿掀开发振机或机体之外盖,以防高压伤害。
- 确实接地,以防静电累积。
- 操作时,双手置于接钮处,不可接近焊头附近,以防压伤。
- 熔接大型工件或埋植时,戴用耳塞或耳机;也可在机体周围,使用吸 音材料,以减少噪音。
- 某些材质受热时会产生***气体,请注意通风措施。
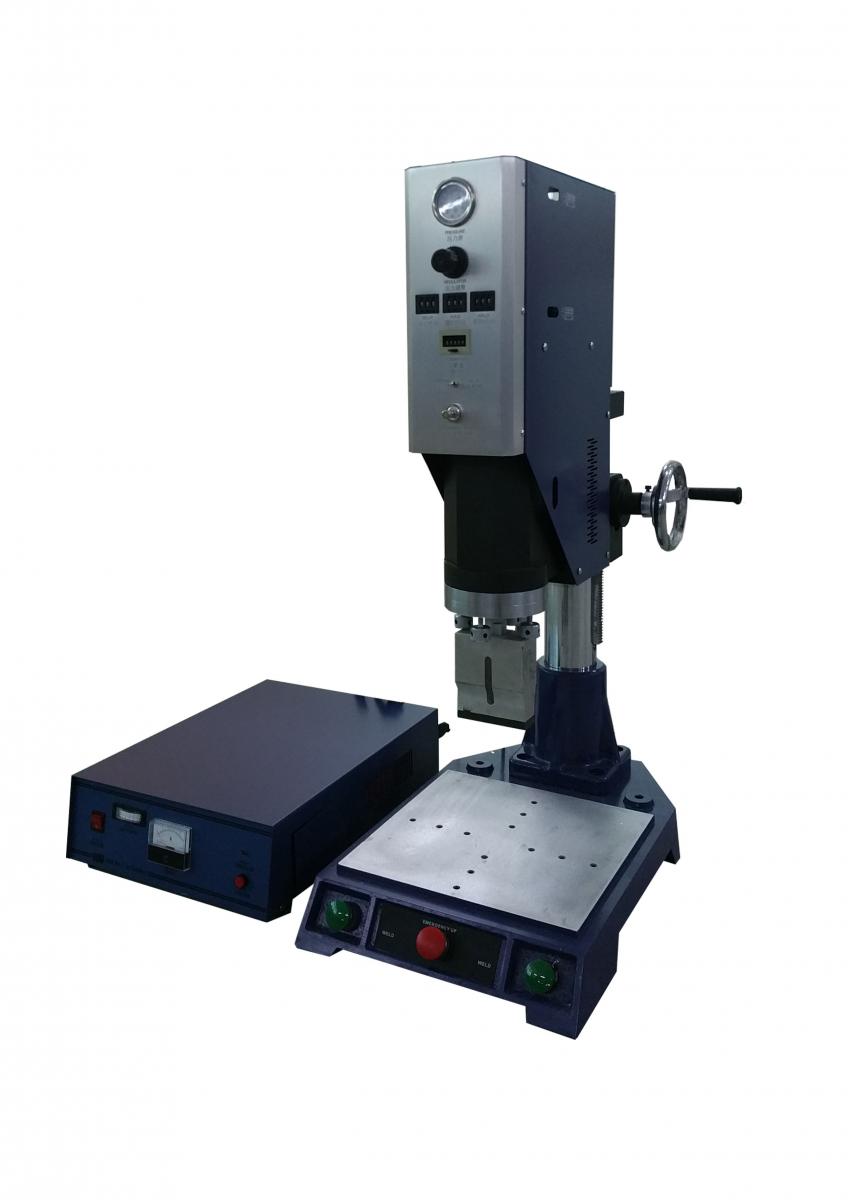
四.机体组件说明
- 空气滤净器:
用5/16”之气压管连接干燥清洁之气源,以供应本机之气源动力。
(注意):当内部积水半满时,请将杯底按钮上压,以排除积水。
- 机体固定把手:
将机体固定在支柱上。
- 上升缓行调整螺丝:
调整焊头上升的缓冲速度(大约在上升行程末端10mm处)顺时针旋转,则加强缓冲,并逆时针旋转,则减少缓冲。
- 下降缓冲调整螺丝:
调整焊头下降的缓冲速度(大约在下降行程末端10mm处)顺时针旋转,则加强缓冲,并逆时针旋转,则减少缓冲。
- 机体外壳:
容纳空压系统零件和控制系统零件;如电磁阀、气缸、控制板……等。
- 振筒:
容纳并固定振动子和传动子,以连接焊头,由气缸推动。当放松振筒固定螺丝,即可转动传动子和焊头之方向。
- 止付螺帽:
当底座没有工作物时,防止焊头与底座接触而造成损害。
- 传动子:
连接并固定振动子与焊头,且将振动子之振幅放大后送到焊头之顶端。
- 焊头:
焊头将超音波的能量传至工作物。通常调谐振动在20KH(或14.6KHZ)长度约1/2波长。材料大多使用钛合金,钛合金具备良好的音响特性和拉张强度。铝合金的音特性与钛合金相近,但拉张强度只有钛合金的1/2。铝合金焊头容易在工作物上留下氧化物,可以硬铬处使用防热胶膜来防止。(注意):焊头不可任意修改,否则改变其共振频率,易导致振动子或电气零件的损坏。
- 支柱:
位于基座之后方,以支撑机体。必要时,可以放松基座后方螺丝旋转机体方向,以适应特殊工作物。
- 基座:
作为工作平台,上有12个螺孔(M8P1.25)以固定工件底座。
- 压力表:
显示焊头加诸工件的压力表1.显示表压力与实际压力之相对关系。
- 调压器:
调整进入气缸之气源压力。
- 延迟计时器:
设定振筒开始下降时起,至超音波开始发射之时间。通常都配合了下降速度和缓冲,调至焊头刚接触工作之瞬间,超音波开始发射。
- 熔接计时器:
超音波发射的时间。
- 固化计时器:
超音波停止发射至振筒开始上升之时间。在这段时间内塑胶由熔融状态,趋于固化,此时仍须压力加诸工件之上。
- 选择开关:
a.手动操作:
当双手同时按下两个操作手压按钮时焊头即随振筒下降,并且停留,直到按下紧急上升按钮,焊头始随振筒上升。
b.自动计时操作:
当双手同时按下两个操作手压按钮时,本机即自动完成延迟计时、熔接计和固化计时等等系列程序操作。
c.音波检验:
检验超音波是否正常发射,并作为调谐振动频率之用。
- 计数器记录工件操作之数量。
- 下降调速器:
逆时针旋转,加速振筒下降速度,顺时针旋转,则减缓振筒下降速度。
(注意):(请参照19.)
- 升降手轮:
放松两个机体固定把手之后,转动升降手轮,可使机体沿著支柱上升或下降,以调整焊头之高低。
- 振筒固定螺丝:
放松四枚振筒固定螺丝之后即可转动焊头,当对准工件方向之后再予锁紧。
(注意):当锁紧螺丝时,请勿用力过度,以免造成滑牙。
- 操作手压按钮:
当双手同时按下两个操作手压按钮时,系统即依选择开关所设定之功能操作。
- 紧急上升按钮:
任何时刻按下此按钮时,超音波停止发射,且振筒立即回复升至原来位置。
五.电气组件说明
1.电源开关:打开此开关后,本机电源立即导通,同时指示灯发亮,风扇开始运转。
2.过载指示灯:当本机之超音波发振异常时,此灯会发亮,且停止发振。
3.音波测试:当更换焊头或改变振幅输出之后按下此钮,即发射超音音波,以便检验频率谐振是否适当。
4.频率调整:调整电气之谐振频率,与机械之振动系统相匹配。
(详细步骤,请参照操作要领)
5.振幅调整:选定适当的焊头输出振幅,以配合工件之需求。
6.输出插座:利用电缆连接,将高压的超音波能量输送到振动子。
7.控制插痤:利用电缆连接,传输控制回路之信号。
8.接地线插座:须用电线接地,以防止静电累积而产生漏电现象。
9.产量计数器:记录工件操作之数量。
10.模式:
a.调模操作:当双手同时按下两个操作手压按钮时焊头即随振筒下降,并且停留,直到按下紧急上升按钮,焊头始随振筒上升。
b.自动计时操作:当双手同时按下两个操作手压按钮时,本机即自动完成延迟计时、熔接计和固化计时等等系列程序操作。
c.音波测试:检验超音波是否正常发射,并作为调谐振动频率之用。
11. 延迟计时器:设定振筒开始下降时起,至超音波开始发射之时间。通常都配合了下降速度和缓冲,调至焊头刚接触工作之瞬间,超音波开始发射。
12.焊接计时器:超音波发射的时间。
13.冷却计时器:超音波停止发射至振筒开始上升之时间。在这段时间内塑胶由熔融状态,趋于固化,此时仍须压力加诸工件之上。