





PE热熔对接机使用图解
很多刚刚接触PE施工的人经常会问有关热熔对接焊机如何操作的问题,尽管我们的使用说明书中有很详尽的说明,但那也是在购买了我们产品之后,因此我们特地拍摄了一些图片,图文并茂的给大家讲解下如何使用热熔对接焊机;如有不足之处还请方家指正!
热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。
整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制在一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关键是要在对接过程中调整好温度、时间、压力三参数,要把连接界面材料的性能、应力状况、几何形态以及环境条件等因素一起考虑,才能实现可靠的熔焊,要根据一般的规律和各自采用材料的特性进行试验,评价熔接质量,达到系统标准后,确定各品种规格的工艺规程,按规定的工艺参数方法和步骤进行焊制管件的生产和现场安装施工。
操作要点及工艺步骤:
2,1,1材料准备:管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。
2,1,2夹紧管材:用干净的布清除两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
2,1,3切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。
2,1,4对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。
2,1,5加热:加热板温度达到设定值后,放入机架,施加压力,直到两边***小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。
2,1,6切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。
2,1,7熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。
2,1,8冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
2,2操作要点:
2,2,1将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。
2,2,2将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的***。
2,2,3将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时,***好能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。
2,2,4将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。
2,2,5启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
2,2,6当形成连续的切削时,***,打开夹具,关闭铣刀。此过程一定要按照先***,再打开夹具,***后关闭铣刀的顺序进行。
2,2,7取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。
2,2,8检查管子的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。
2,2,9检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的***次灯亮起后,***好再等10min使用,以使整个加热板的温度均匀。
2,2,10测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。
2,2,11将温度适宜的加热板置于机架上,闭合夹具,并设定系统压力P1(本数据以诸暨市凯林机械配件厂供给的焊机为参考,详细温度以厂家提供的数据为准)。
2,2,12待管子(管件)间的凸起均匀,且高度达到要求时,将压力降至P2近似拖动压力,同时按下吸热计时按钮,开始记录吸热时间。
2,2,13达到吸热时间后,迅速打开夹具,取下加热板。取加热板时,应避免与熔融的端面发生碰撞;若已发生,应在已熔化的端面彻底冷却后,重新开始整个熔接过程。
2,2,14迅速闭合夹具,并在规定的时间内,均匀地将压力调节到P3,同时按下计时器,记录冷却时间。
2,2,15达到冷却时间后,将压力降为零,打开夹具,取下焊好的管子(管件)。卸管前一定要将系统压力降为零;若需移动焊机,应拆下液压导线,并及时做好接头处的防尘工作。
3,质量控制:在过去多个施工项目中都出现过焊道两边高低不一、接口严重错位、卷边不够、假焊等质量问题,而这些问题会直接影响到焊缝的连接,从而直接关系到燃气管道的运行效果和使用寿命。在施工实践中对这些问题我们进行不断的探索,找出了其产生的原因并研究其解决方法。并把在连接过程中易出现的质量问题及解决办法进行归纳总结。
而从上述质量问题的产生原因中,我们可以发现绝大多数问题发生的原因是对连接过程中压力、温度、时间上的控制不够,压力的过大过小、温度的过高过低、时间的过长过短都会影响***终热熔连接的效果;另外对管材的选用也会影响其质量,因为不同牌号不同批次的材料其熔点会有所不同,在连接过程中对温度的把握也会不同;再有就是环境因素对热熔连接效果的影响,环境温度可能会影响热熔机加热板的表面温度,所以加热前要对加热板表面温度进行测量,还有就是影响冷却时间的长短,夏天环境温度高,所需的冷却时间就长,冬天环境温度低,冷却时间就短;***后还有操作因素的影响,管材夹紧时是否同轴,直接影响接口错边的大小,而从加热结束到熔融对接的切换时间的长短也影响热熔连接效果,为确保热熔连接效果,应尽量缩短切换时间,切换时间过长,熔化的端面在相互接触之前将因冷却而形成一层“冷皮”,不利于分子链的扩散。
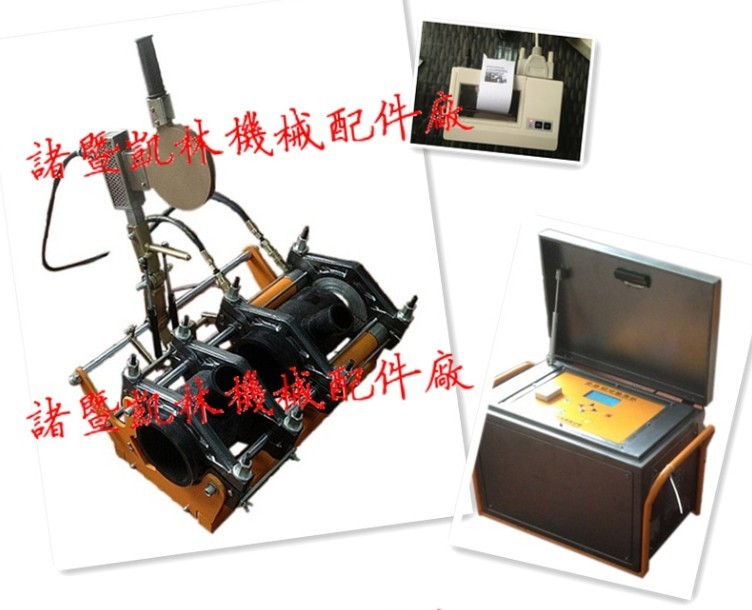
热熔对接机中无论是手动型,还是液压型,加热板和铣刀是必须的,不同的是前者依靠人工操控,后者由液压系统提供动力,实现半自动控制,尤其对于口径较大的管道,在铣、加热和冷却时都需要很大的压力,人力一般很难做到。整个对接过程大致可以分为:放、铣、热、冷几个步骤
附加供方讯息:
诸暨市凯林机械配件厂(凯悦机电有限公司) 是***从事PE、HDPE、PPR等热塑性塑料管道施工机具的生产厂家,凭借着***的技术,实用的功能而广受用户欢迎。公司***生产供应全自动电熔焊机,热熔对接焊机(全自动、液压半自动、手动),大口径PP-R管热熔承插焊机,塑料管材熔接器等各种塑胶管道焊接、辅助工具和设备,产品畅销***30多个省市自治区、并且出口到中东、东欧、东南亚、中亚等***。
可为用户设计、制造、满足不同需求的自动、手动、液压及其标准、非标准的熔接机具,并承诺免费保修一年,终生维修服务。本公司始终坚持以质量求生存,以价格占市场的经营宗旨,面向新老客户,服务社会大众。
***、诚实守信、质量求精、客户至上,以制作***精良的设备,提供***优质的服务,为客户创造更好的经济效益为目标,与新老客户携手合作,共创辉煌!
联系方式:
地 址:浙江绍兴诸暨江藻工业区
联系人:袁先生
厂 办:0575-87610686
手 机: 15988282472
Q Q: 1512021183
邮 箱:Lyuankai@
网 址:http://
| Company Name | ZhejiangKaiyue Plastic Pipes Welding Machine Co., Ltd. |
| Company Name in Chinese | 诸暨市凯林机械配件厂(诸暨凯悦机电有限公司) |
| Country/Region | China |
| Time Zone | (GMT+08:00) Beijing, Hong Kong |
| Province/City | Zhejiang,Shaoxing |
| Address | Diankou, Zhuji, Shaoxing, Zhejiang, China |
| Zip/Post Code | 311800 |
| Telephone | 86-575-87610686 |
| Fax | 86-575-87671858 |
| Website | http:// |