


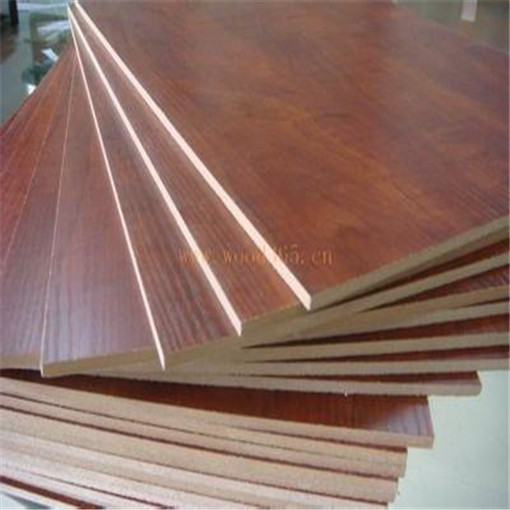
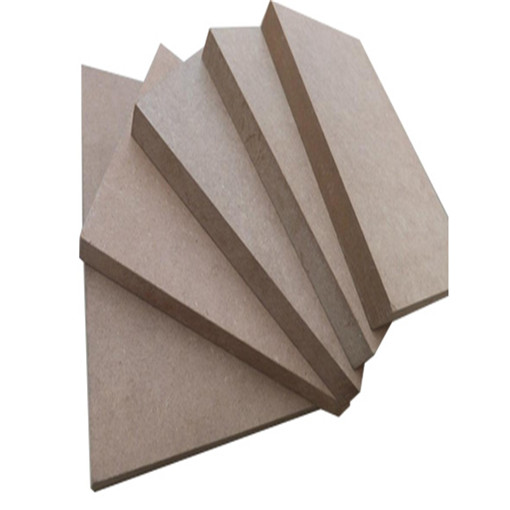

纤维板
后者受到干燥后纤维含水率的变化也会有所偏差,但是不管哪一种方法,只要实际生产过程中根据原料变化进行适当的修正,都可以获得良好的效果。以施加胶黏剂为例,早期的工艺是先干燥后施胶,采用搅拌施胶机对干燥后的纤维进行喷胶。这种工艺对当时干燥温度(160~180℃)普遍较高的情况是合理的,可以减少胶黏剂在干燥过程中的预固化,从而降低施胶量,节约成本;
密度板要尽量避免强烈阳光的直接照射以及高温人工光源的长时间炙烤,以免密度板表面提前干裂和老化。雨季要关好窗户,以免飘雨浸湿密度板。同时要注意室内的通风,散发室内的湿气,保持正常的室内温度也有利于密度板寿命的延长。