



风机叶片堆焊 螺旋轴推进器堆焊 高硬度 高耐磨 矿山机械修复D888耐磨焊丝
产品型号(相对***标准):
D888耐磨焊丝
产品用途:
YD888耐磨焊丝是CO2气体保护的高铬型堆焊药芯焊丝,堆焊时电弧稳定、脱渣容易。高铬钢的基础上添加大量硼化物,硬度高,堆焊层厚度不超过6mm,焊层硬度特高,耐磨性优良,适用于强磨耗的矿山工件修复,如砖机推进轴,电厂风机叶片。
参考电流(焊丝直径/焊接电流):
1.2mm/180A~220A;1.6mm/200A~240A.
焊后硬度:
HRC58-65°
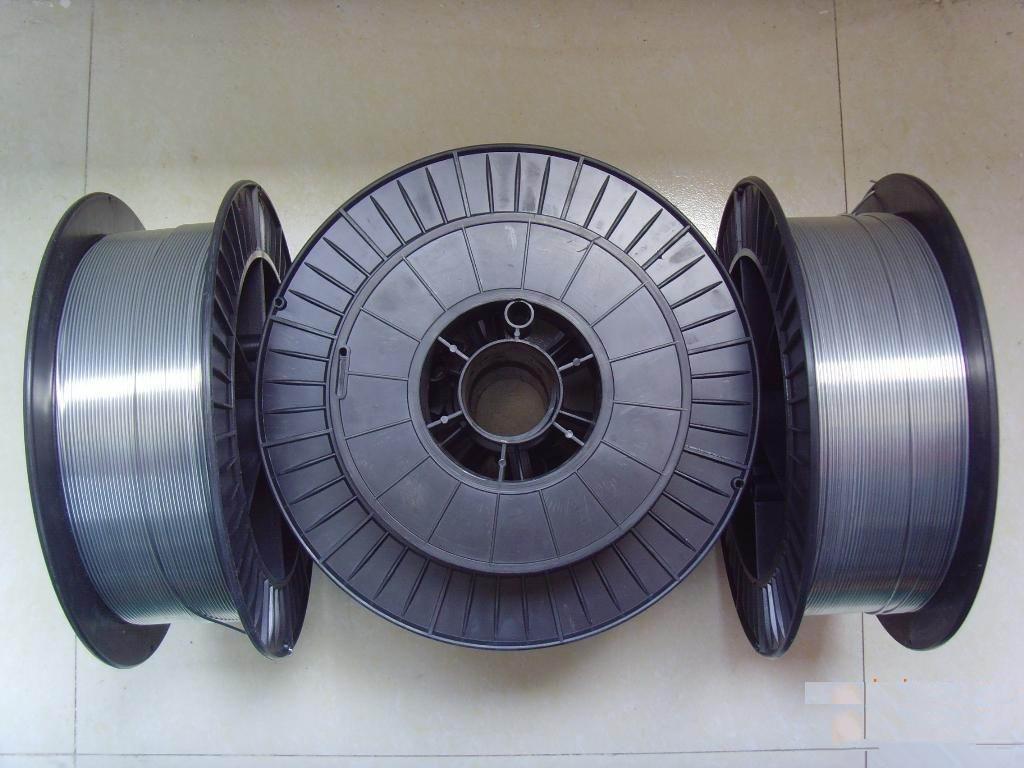
焊丝包装:
15公斤/盘
注意事项:
1.采用直流反接;
2.焊接时,CO2气体流量宜为20~25L/min;
3.焊丝的干伸长度应控制在15~25mm范围内;
4.道间温度推荐保持在300℃左右;
5.焊前必须对焊件清除铁锈、油污、水分等杂质。
清河县晟泰焊接材料有限公司的焊材以质量优,品种多,型号齐全服务周到,深受广大拥护的信赖就选晟泰焊材,出口品质,信誉好价格低,快来选购吧!
了解更多请继续关注耐磨焊条、耐磨焊丝、不锈钢焊丝、不锈钢焊条等各种焊材生产服务供应商清河县晟泰焊接材料有限公司
清河晟泰焊材焊丝生产流程 :
***步:配小样
根据客户所需的产品,配出气保护药芯焊丝所需要的药粉小样,送至研发部门经检验合格后下发生产单,生产产品。
第二步:配粉混粉
将药粉按照比例配好,***称重,然后放进混粉机进行混粉。
第三步:备钢带
将钢带清理干净,除去表面油污。
第四步:轧丝过程
将药粉卷进钢带,焊丝初成型,
第五步:拔丝过程
将初成型的焊丝拔成客户所需的直径焊丝。
?
第六步:产品检验
清河晟泰研发部门将生产出来的成品焊丝进行成分检验、硬度检验、冲击试验、耐磨试验、产品合格,填写质检单,进行包装。
我们具有经验丰富的焊接***团队,指导和推荐您正确选择和使用产品。对于您的特殊要求我们寻求***好的解决方法。
本厂以低廉的成本,超前的技术和质量过硬的产品为每位客户真诚服务。
我们公司可根据客户要求定做适合各种工矿的高品质焊材!