


1. 检查热弯机的开关柜、中频柜、电容柜、及感应线圈等各部位螺丝是否松动,如有松动应紧固。检查线路有无烧焦、烧毁、短路、接触不良等异常现象,发现问题及时排除。
2. 检查热弯机的供水系统:水泵及管道各部分机件连接螺栓有无松动,需要紧固的应及时紧固。软水管再回水箱内插放的是否可靠,起订水泵电机,如有漏水要及时维修排除。检查上水压力是否在适用范围之内(1.5-2.0kg/cm²)。
3. 检查泵站及油箱:泵站地脚螺栓、电视机地脚螺是否松、电机与泵的联轴器是否完好、转动是否轻松自如,如有不正常现象,需要及时维修更换。检查各个油管接头、集成块各阀的螺栓是否松动,有无漏油现象,需要紧固的要紧固,需要更换密封圈的要及时更换,确保正常运转时不滴油。检查邮箱液位是否在使用范围内(液位应在一米左右)。
4. 待检查泵站及油箱确为正常后,启动开关柜的电源刀开关送电,查看进线电压是否正常,有无缺相等异常现象,,确认无误后,启动操作柜上的空开,在启动泵站电机,注意听电机与液压泵运转声音是否正常,如不正常应立即停止转动,及时维修排除。检查内部有无妨碍的东西需要清理,以免损坏设备。空载前后走车,看运行是否正常,如不正常应及时维修。
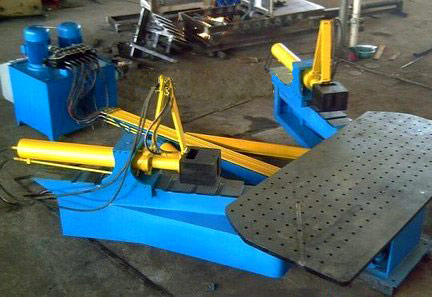
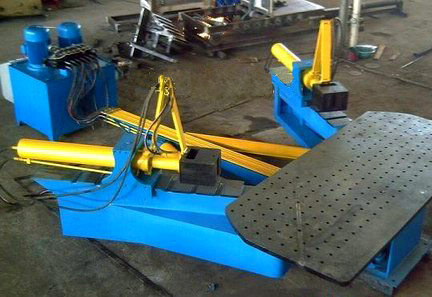
5. 待以上各步骤完成后,就可以正式生产了。首先,应该根据所要弯制产品的半径调整好摇臂的位置,在调整好卡头的水平位置,将原料送入设备,启动平台上的夹紧变速箱,与四个夹紧轮将原料夹紧,再用卡头将原料一端卡紧。
6. 启动供水水泵,再启动中频电源进行加热,待原料上升到750-800℃气动液压泵一号泵,关闭溢流阀,开到慢进档,主油缸开始前进进行弯制。将前进速度调整到与加热温度相匹配,在将液压马达的单向节流阀流量调整到与前进速度相匹配即可。
7. 弯制到所需要的角度时,先停掉操作柜上的总停开关,然后在关闭中频将所弯制的产品用冷却水彻底冷却,打开卡具将产品取下,进行下一次弯制。
了解更多产品信息请点击:http:///Product/p?ID=161&cID=1
徐州圣天高压管件制造有限公司
普通会员第14年
|
公司主营:弯圆加工,顶弯机,拉弯机,热弯机