

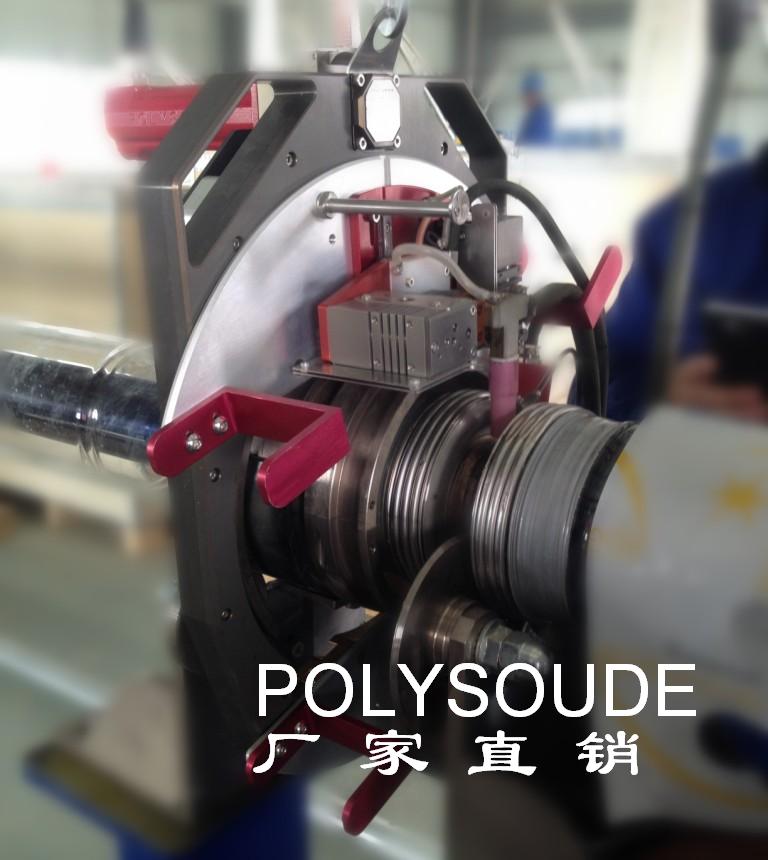



本焊接系统采用直流脉冲TIG焊接技术 , 实现管板全位置脉冲钨极***弧焊,PS406焊接电源具有热脉冲、快速脉冲和热-快速脉冲电流叠加脉冲功能,本焊接系统适用于焊接常规材料和特殊材料双脉冲的焊接。为了确保焊接质量,焊接钛合金等材质时采用水冷焊枪上安装专用保护气罩.
焊接工艺流程:
1 管子管板准备(涨管)好后,擦去油污。
2 测量管子和管板规格,包括管子的外径、壁厚和材质,管板的厚度及材质。
3 根据管子规格选择合适的涨杆***器。
4 明确焊缝形式及对焊缝质量要求:焊缝形式有管外伸角焊缝管、管板平齐焊接和管内缩管板焊接;焊缝质量包括焊缝余高及熔深。
5 根据管子规格和焊缝质量要求从遥控器或许焊接电源选择对应的焊接程序。
6 检测保护气体和冷却水,点动遥控器上检测气体和水循环的按钮即可。
7 调整好钨极、焊丝及工件之间的相对位置。
8 启动遥控器上焊接开始按钮,即可进行焊接。
焊接设备具有如下的适用范围:
适应材料:低合金钢、奥氏体不锈钢、双相不锈钢、哈氏合金、锆合金、钛合金、铜镍合金、Inconel600和 Inconel690等镍基合金;
管子外径:Φ10~Φ60mm;
焊接位置:管子水平或管子垂直
焊缝形式:管外伸角焊缝(选配),管与管板平齐焊接,管内缩管板焊接(选配)
***方式:采用涨杆***,配备平衡器悬挂管板焊接机头。
电弧跟踪:自动弧长跟踪系统
焊丝直径:Φ0.6-Φ1.0mm;
填丝:可以加丝或不加丝进行焊接。
输入电压:三相交流电,380V+/- 10%, 50Hz;
环境温度:-5~45℃;
环境湿度:***大98%相对湿度(无凝结)。