




JAPAN UNIX多关节焊锡机 700系列/700Series
在线焊锡机器人 SOLDER MEISTER UNIX-700
焊接机器人的***之作
700系列/700Series
配备AC伺服马达。锡焊机器人的***之作
专为自动焊接开发的******型号SOLDER MEISTER700系列。解决所有自动化生产线的烦恼。可添加各
种应用程序,从而实现高难度锡焊的自动化。
3类9种型号。烙铁头,激光,超声波焊锡装置都可安装。
垂直多关节型,水平多关节型
 |
 |
高速 高精度焊锡实现
选择使用的三大理由
1.采用单独宏程序,使教导编程时间缩短至原来的十分之一*
我公司机器人搭载单独宏程序,无需使用***复杂的机器人控制语言,即可将复杂的焊锡动作简单教导编程
具体优点:
● 焊锡时移动距离***短化,实现高速焊锡
● 烙铁头切入,突出的路径模式事先登录,使教导更加简洁化
● 无需掌握专门的机器人汇编语言,短时间培训后即可操作
*假设采用一般机器人汇编语言示教同样的焊接动作,本公司已进行了单独的模拟运算
2.采用一个控制器,使用交流伺服电机将机器人各轴与焊锡控制一体化
采用将机器人与焊锡管理集约于一体的控制器,实现了送锡,机器人动作等的一体同时控制
具体优点:
● 仅适用教导面板即可完成对机器人动作,焊锡条件等所有条件的设定
● 拖焊时可以对送锡速度自动计算
● 可以对机器人关联的问题,焊锡关联的报警,以及各种计数(生产,烙铁头,加热器等)进行统一管理
● 可检测烙铁头温度 (选配)
3采用编码器内置的送锡机构,送锡精度更佳
送锡部使用AC伺服马达,焊锡精度更高。并且送锡检出编码器内置,焊锡残余量自动演算,送锡出错时可自动检出
具体优点:
● 在检测无锡,堵锡,消耗,焊锡总数的基础之上,锡丝滑脱,送锡休眠检知可能
● 采用锡丝用完预告机能,防无锡于未然,防止由无锡时所导致的不良
● 直径Φ0.5以下锡丝的无锡,堵锡也可高精度的检出
支持烙铁头3轴位置校正感应器 (选配)
可根据生产情况对应组合使用,用途广泛
 |
 |
 |
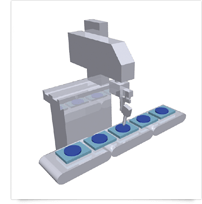
1.一列式:用于传送带搬运装置,前工程与后工程连接
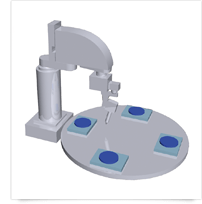
2.转盘式:***大限度保障焊锡空间的同时,工件更换时间***小化
3.双滑块:左右工件交替更换,工件更换时间缩短
机器人主机标准规格
| 型号 | 5轴转臂型焊锡机器人UNIX-700H | 6轴垂直多关节型机器人UNIX-700V |
 |
 |
|
| 图片 | 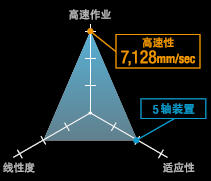 |
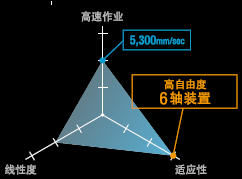 |
| 适合 | 采用圆弧状高速动作,平衡性高,强力辅助大规模量产 | 烙铁头切入角度自由自在。复杂焊锡作业对用 |
| 特点 | ***大合成速度7,128mm/sec的高速性尤为突出,同时拥有往复的高精度性和结构的高刚性。并且是系列中*** 拥有350mm,450mm,550mm三种轴距可供选择的机器人。适用于激光焊锡工法和烙铁焊锡工法等,是一种通用性很强的机器 | 主要针对烙铁头切入困难的特殊形状的工件。垂直多关节轴的联动,可使烙铁头的角度自由改变的同时进行高速焊接作业。并以其***大的合成速度5,300mm/sec的高速性,往复的高精度性,结构的高刚性广受好评 |
| 安装位置 | 置地 | 置地/ 悬挂 |
| 动作自由度 | 5((含送锡轴) | 6(含送锡轴,J6轴无制动) |
| ***大移动半径 | 450mm | |
| 移动范围 | J1:254(&plu***n;127)度 | J1:340度(-170-- +170) |
| J2:290(&plu***n;145)度 | J2:225度(-90-- +135) | |
| J3(Z):200mm(行程 Z:97mm-297mm) | 237度(-100-- +137) | |
| J4(θ):720(&plu***n;360)度 | 240度(-120-- +120) | |
| 720度(-360-- +360) | ||
| ***快速度 | J1:375度/S | J1:250度/S |
| J2:612度/S | J2:187度/S | |
| J3(Z):1.177mm/s | J3:250度/S | |
| J4(θ):2.411度/s | J5:412度/S | |
| J6:660度/S | ||
| ***大合成速度(*2) | 7,128(5,349)mm/s | 5,300mm/s |
| 位置重复精度 | X-Y合成:&plu***n;0.02mm | &plu***n;0.02mm |
| J3(Z):&plu***n;0.01mm | ||
| J4(θ):&plu***n;0.02度 | ||
| 温度 | 0-40℃ | |
| 供应气压 | 0.5&plu***n;10%Mpa | |
| 主机重量 | 约22kg | 约35kg |
(*1)J1,J2和J4的合成值
(*2)J1和J2的合成值
控制器标准规格


控制器 教导面板
| 路线控制方式 | PTP控制/CP控制 | |
| 控制轴数 | ***大同时6轴 | |
| 程序语言 | macro step edit/MELFA-BASIC V | |
| 位置教导方式 | 教导方法/MDI方法 | |
| 程序数 | ***大200组(***大可扩充到450组) | |
| 宏步骤登录数(*3) | ***大约20,000步/200组(***大可扩充到约130,000步) | |
| 焊锡路线形式 | 40种 | |
| 外部I/O | 通用I/O | 输入32,输出32 |
| 专用I/O | 从通用I/O分配 | |
| 紧急停止I/O | 各1点 | |
| 门开关输入 | 1点 | |
| 接口 | RS-422 | 1(教导面板专用) |
| 以太网 | 1(10BASE-T/100BASE-TX) | |
| USB | 1(PC接口) | |
| 周围温度 | 0-40℃ | |
| 周围湿度 | 45-85%RH | |
| 输入电压范围 | 单相AC180-253V | |
| 电源容量 | 1.0KVA | |
| 外形尺寸(含脚) | 360(W)*325(D)*220(H) | |
| 主机重量 | 约13kg | |
| 构造 | 自立固定型/开放构造 | |
| 接地 | 100Ω或更少(D级接地) | |
(*3)根据宏命令数不同***大步骤登录数有所变化
选配件
|
烙铁头位置校正机构UCS-410Z-SZ-SET |
 |
 |
| 是可以对应700系列的位置校正机构。短时间内即可对因烙铁头消耗或者热膨胀时所造成的位置偏移进行自动校正。 | 送锡时切入锡线的内芯部,可以***助焊剂飞溅,采用已获得专利的特殊两枚刀刃设计,回锡作业也非常安定。送回锡休眠防止 | 可对供锡位置进行微调,偏移防止。工件维护以后位置不会发生偏移,可顺利再作业 |
|
钢丝刷清洁装置UJC-217 |
送锡避让装置UMC-087-NS |
锡线残量传感器OP-700RSR |
| 两个钢刷同时回转,除去烙铁头上的残留碳化物。比以往的同类产品可更快更轻松的进行烙铁头清洁 | 使用钢刷清洗装置时,焊锡供给部(送锡针头)可自动摆起,使烙铁头清洗更便捷。 | 锡线残余量很少时,传感器感知后提醒更换锡线时间 |
|
氮气产生器UNX-200 |
烙铁头氮气外套 |
双重加热器HN-W100 |
|
无需电源的紧凑型氮气产生器.烙铁头在氮气包围的状态下,可使焊锡时的爬锡和锡的扩散性更加提高. |
为使从氮气产生器产生的氮气能在烙铁头周围喷射,从而使用氮气外套。与标准的加热器外套交换后使用 |
氮气通过部带有加热器对流过的氮气进行加热,被加热后的氮气对工件的预热效果非常显著,可以缩短焊锡时间
|
|
吸烟器UAC-2000 |
锡线预热机构HN-S30-** |
图像位置自动补正 |
| ***吸力下,吸收带有助焊剂等的烟雾。装备对应自动化生产的输入输出接口,可对吸力进行3段选择 |
送锡时预先加热锡线***助焊剂飞散与锡珠飞溅 **的部分填入锡线直径 |
采用光学图像系统对焊锡位置进行确认后对程序坐标进行自动补正。 |










JAPAN UNIX多关节焊锡机 700系列/700Series
消耗品(烙铁头)
可从超过2,500个品种系列中选择***适合您的烙铁头
选择“正确的烙铁头”对于锡焊的质量尤为重要。在选择时,不仅要考虑元件的大小,还要考虑基板材料等各种条件。
日本优尼为您准备了各种专为自动化焊接而开发的高性能烙铁头。此外,我们还可根据客户工件进行特殊形状的特殊定制品的设计及制造。