







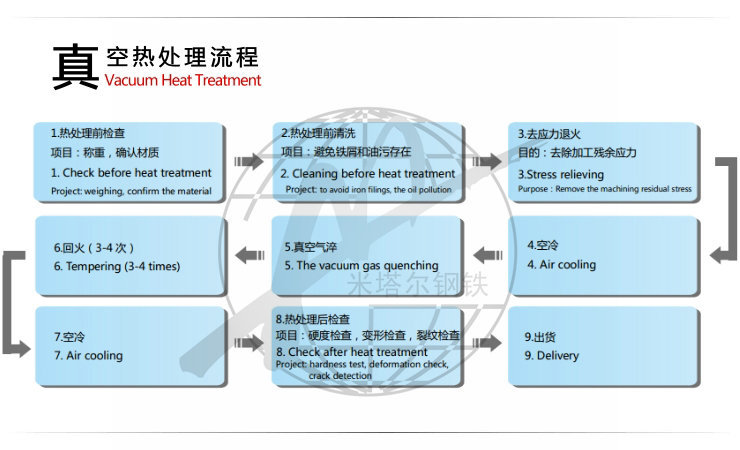
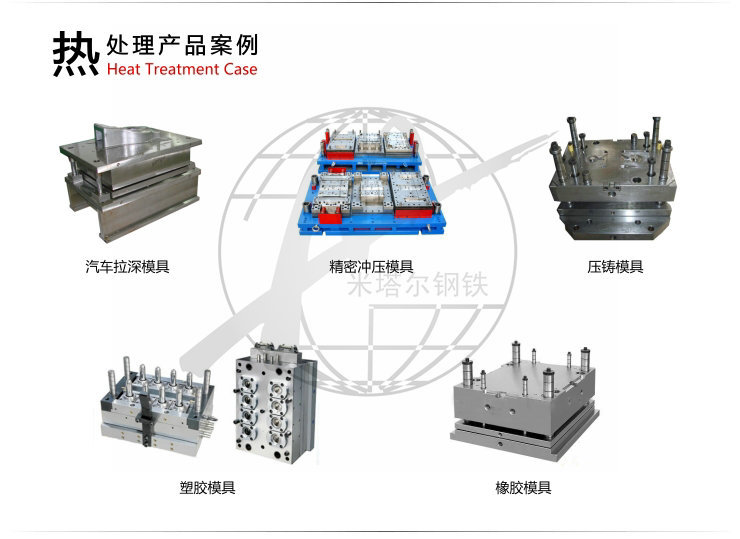
热处理服务:
去应力处理
可采用真空回火炉去应力或普通井式炉去应力,消除工模具经机加工、电火花加工、焊接、长期使用后累积的加工应力。
退火
可采用真空淬火炉或普通井式炉球化退火、等温退火、平衡素材***、降低机加工前素材硬度。
淬火
真空超高压惰性气体淬火、等温淬火、工件表面洁净无氧化。
固溶
不锈钢真空固溶处理
深冷
深冷或超深冷处理、减少残余奥氏体、提高耐磨性和尺寸稳定性。
真空氮化
真空氮化、氮碳共渗,提高工模具表面耐磨性、防热熔蚀性、抗龟类性。
回火
可采用真空回火炉或普通井式炉回火。
时效
不锈钢可采用真空回火炉或普通井式炉时效。
热处理系统:
电力控制系统
计算机的人机界面控制,实现对加热冷却速度、温度、压力和保温时间的自动控制,计算机屏显示出设备实际状态及历史工艺参数曲线。
通过对流加热是低温段的热处理过程具有***佳的温度均匀性。淬火过程气体上下循环冷却、使方形工件和长杆件的热处理变形量降到***小。
通过淬火过程的自动控制,能够模拟实现等温淬火工艺,以减少大型***模具的热处理变形量。
强力冷却系统
12bar超高压惰性气体气淬,在实现快速冷却的同时,得到洁净化的工件表面。
大功率可变频冷却电机,可真空启动后在充入惰性气体,实现真正淬火温度下的快速冷却。大型循环冷却水塔,保证快速淬火时足够的冷却水压及流量。
气氛控制系统
采用质量流量计、氢探头和特定的氮势控制系统,达到可控气氛氮化处理。
通过负压状态下渗氮、氮化气氛能更好地渗入凹槽和工件之间,氮化后工件表面脆性小,渗氮层均匀。
采用预抽真空后充入惰性气体对流加热、并使用经干燥净化后的氨气,使氮化过程工件表面洁净化、活性化、无氧化,促进了氮原子的扩散渗入,减少脉状氮化物、改善生产氮化物形态,使渗氮层的显微硬度分布更加平缓,达到少无白亮、致密的氮化层***。


买 材 料 不 挨 批 ,还 是 “ 米 塔 尔 模 具 ”

