




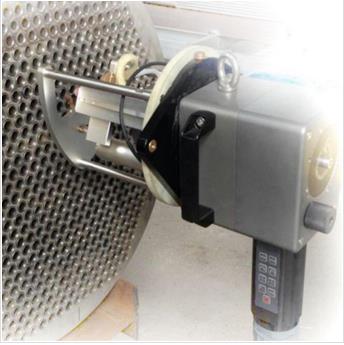
管板焊机的性能特点
数字化逆变TIG电源,适用于全位置直流/脉冲TIG,可实现对焊接电流、速度和保护气体的自动控制。
高可靠性数字控制系统,响应速度快,控制精度高,性能稳定,焊接成形及重现性好。
飞机仪表式控制界面,使用方便,操作简单。
高可靠西门子、日立品牌部件,品质保障。
配合GB-90管板焊接机头,实现全位置管板焊接。
管板焊机适合于对焊缝要求较高的电力、化工、食品、医药行业的管板焊接系统。
管板焊接先焊后胀工艺的应用分析
先焊后胀工艺的优点及应用
换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底清除干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。
先焊后胀工艺的缺点分析
①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。
②管口环形焊道不均匀,由于管子与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上管子与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。
③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的***。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成***。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。
④管子伸长损伤焊缝,机械胀管使管壁减薄,管子伸长,对焊缝损伤。
⑤焊接时在管口处形成焊,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。
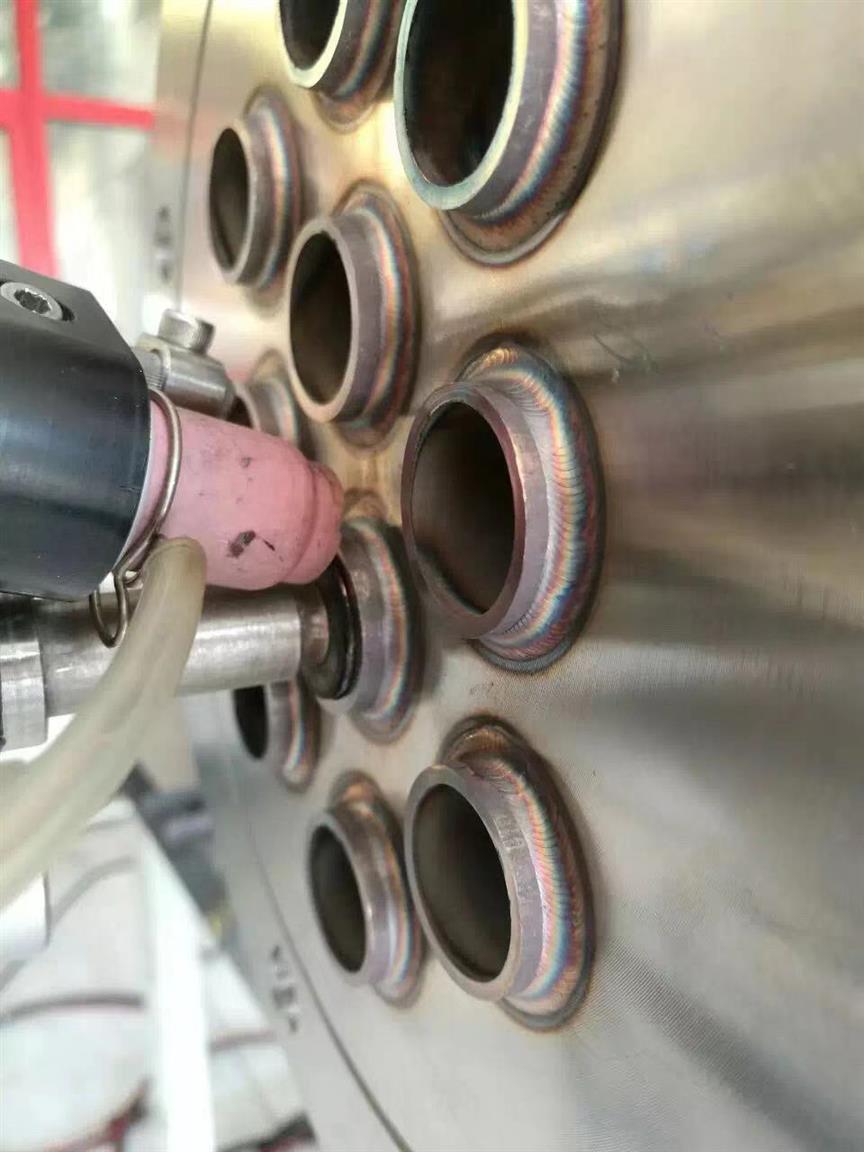
管板自动焊机的使用方法
大型热流体交换设备中,管束是必要的交换路径。小径体积的热力换热装置可以采用手工***弧焊,但是大型设备在焊接中,每一个管板管束在上千以上。这样的大体积依靠手工焊接容易造成漏焊,焊接效率低。因此管板***弧焊机正是这类设备的焊接方法。
清除管板表面及换热管端头100mm范围内的氧化膜、铁锈、油污、水等脏物。低合金钢和碳钢一般用钢丝刷,不锈钢应采用不锈钢钢丝刷清理,
清理后的焊件应尽早组装焊接,停放时间不宜超过24小时。
检查换热管装配质量和尺寸,管头露出长度应均匀,不得有参差不齐,并避免强行组装露出管头,钨极一般采用***钨极。
填充焊丝焊前必须清除油锈,清理后应妥善保管,放于干燥处,随用随取。清理后的焊丝放置时间不宜超过长,否则重新清理。
应在清洁无风的室内进行焊接, 户外焊接应设防风棚,如有下列情况, 没有有效的防护措施,禁止施焊。***焊时,应采用与产品正式焊接相同牌号的焊丝,采用相同的焊接工艺。
焊接时,必须显示工作界面,如果没有预先设置好程序,必须先设置程序。
将机头调节到要求位置,使用适当的工具调整钨极和导丝嘴位置。
A.按启动按钮,观察焊接情况,直到该管头焊接完毕。
B.当***气滞气结束候,应全部拉出机头调至下一位置。
C.当一孔焊完后,机头不允许放在管子内,必须拉出。
切不可在无工件时或钨极远离工件时接通高频。
焊一层、不填丝,第二层填丝。脉冲宽度调节范围:20%—40%;脉冲频率调节范围:0.2—5次/秒;机头旋转一周时间调节范围:12秒机头焊丝送速度:100—2500mm/min;焊丝0.8~1.mm;***气用量:小于15升必须采用氢***混合气体作为脉冲模式焊接下的气体。氢***混合气起到了还原作用。
