




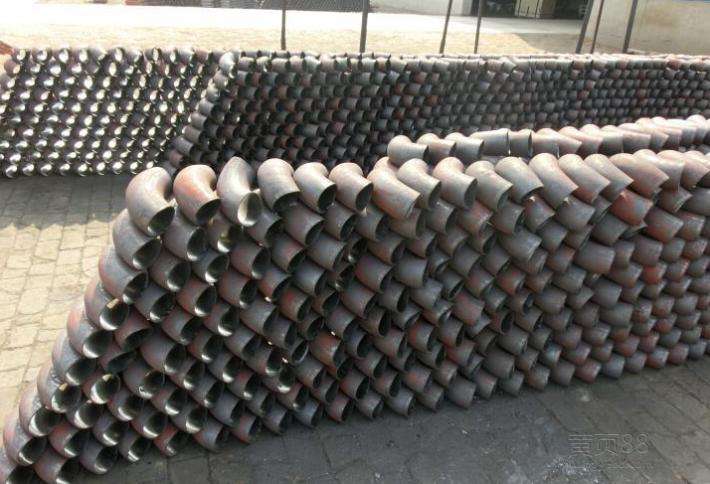
推制无缝弯头加工厂家,弯头所起的作用是在做90度转弯时让管道的口径发生变化。与大小头的作用是一样的,但是大小头不能做转向用。 价格比等径的弯头大约要高一倍左右。在一些施工现场,就用一个弯头和一个大小头焊到一起来代替这种产品。其材质有碳钢,不锈钢,合金钢,PVC,铸钢等。
推制弯头很多种类中的一种,具有一般对焊弯头的性质,同时也具有自个特有的性质。用于管道拐弯处的衔接.用处:衔接两根公称通径一样的管子,使管路作视点转弯。大口径对焊弯头是使用电阻热将两工件沿全部端面同时焊接起来的一类电阻焊办法。对焊的出产率高、易于实现自动化,因此获得广泛应用。大口径对焊管件,对焊管件包含碳钢对焊管件,不锈钢对焊管件,合金钢对焊管件。对焊弯头一般是推制而成,通过推制机加工,里边有一个牛角状芯头和芯棒,芯棒由细变粗,推制进程是一个扩径带曲折的进程,壁厚就以来料的壁厚进行操控。要有一套模具,两个半圆弧,上下各一个。下面就进行精整工序,通过喷丸处理,把弯头表里表面的氧化铁皮去掉,把两端进行坡口处理以便于焊接。弯头用于管道转弯的当地;大口径对焊管件,有时候需求探伤处理,看看焊缝里边是不是有夹杂气孔,缝隙等等状况,以确保对焊弯头使用进程中不必呈现泄 漏、开裂等状况。这种类型的弯头一般需求依据详细工程请求或详细图纸进行出产,除了要契合管道口径的请求,还必须思考管道的详细状况,如管道运送压力,流体粘度、磨损性、腐蚀性,流体运送温度等多方面的要素。一般对焊弯头是在管道施工现场进行焊接的,这是因为各类管道的焊接规范不一样,需求依据管道焊缝等级进行现场焊接。
推制无缝弯头成型工艺:
1.锻压法:用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。
2.滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。在管内放置芯子,外周用滚轮推压,用于圆缘加工。
3.冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。
4.弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。
5.鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需要的形状,波纹管的生产大部分用的是这种方法。
无缝弯头用途及制作工艺:
1、无缝弯头适用于石油、***、化工、水电、建筑和锅炉等行业的管路系.无缝弯头不需管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的碳钢弯头。
2、可以缩短制造周期,生产成本大大降低.因不需要任何专用设备,尤其适合于现场加工大型碳钢弯头.
推制弯头是弯头的制作成型工艺之一,弯头用于管道或者管件设备转弯处,用于改变管道方向的一种管件,推制弯头的几何尺寸包括外径、内径、壁厚。还要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。一般弯头的连接方式大多数是焊接,也有法兰连接等一些连接方式,***常见的还是焊接连接方式,由于一般推制弯头大多数需要焊接,为了提高焊接的质量,也为了焊接是方便简单,焊接质量好,端部都车成坡口,弯头的端口留有一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比推制弯头多了很多项。
热推弯头的变形特点是依据金属材料塑性变形前后体积不变的规则断定管坯直径,所选用的管坯直径小于弯头直径,经过芯模操控坯料的变形进程,使内弧处被紧缩的金属活动,抵偿到因扩径而减薄的其它部位,然后得到壁厚均匀的热压弯头。由于抗冲击性强、运用寿命长、出产效率高、质量牢靠的热压弯头易于完成自动化,衔接结实牢靠、操作简略、运用方便;所以咱们河北弯头厂出产的产品在石油、化工、电力、冶金、造船、燃气、城建及环境保护等职业建造和检修的场所得到了广泛应用。

沧州恒钢管道有限公司
普通会员第9年
|
公司主营:钢管管件管道配件