





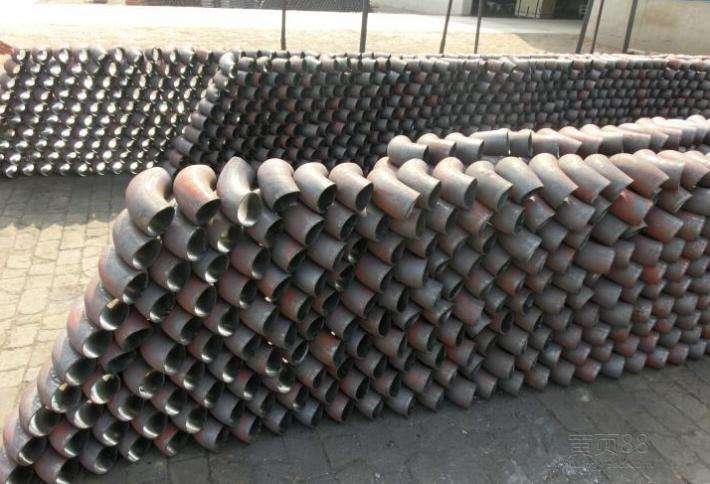
钢管弯头生产厂家仓储式销售,我公司产品执行标准有:GB/T、SH、HG、ANSI/A***E、JIS、DIN等;材质包括碳钢、合金钢、不锈钢、低温钢、双相钢、镍基合金、哈式合金等,也可按照客户提供的技术标准进行生产制造,产品广泛应用于石油、化工、制药、电力、航天、消防、冶金、造船、燃气、城建水暖及环境保护等各个行业。
钢管弯头大口径弯头车口要做一个90度弯板固定在主轴头上,在弯板上装两个互相垂直的V型块***,然后压紧校正就可以了。如果是很大的还是用上面说的专用夹具比较好。如果不想这样做,可以把标准的四爪卡盘焊接加长改装一下,直接夹持在你要加工的那一端的外圆上校正就可以了,改装后的卡爪要车一刀留点让开车刀的距离 。适用管弯头施工焊接前坡口加工的弯头双头电动坡口机,包括直角弯床身、坡口机构、第二坡口机构、工作平台、龙门顶架组件和冷却泵组件,所述直角弯床身上的两端分别安装坡口机构和第二坡口机构,第二坡口机构呈90度夹角布置,前端正对工作平台;所述龙门顶架组件包括龙门顶架和顶升油缸,龙门顶架位于工作平台正上方,顶升油缸垂直安装在龙门顶架中心,龙门顶板上部通过电线管安装电控箱;直角弯床身底部安装冷却泵组件。本实用新型结构合理,在管弯头加工坡口切削时,装夹快速方便,夹紧不受工件外形限制,适用范围广,工作效率和自动化程度高;加工产品质量好,适用于多种规格的管弯头的加工,所以还要进行热处理。
钢管弯头***工艺:
1.不需管坯作原料,可节约制管设备及模具费用,且可得到恣意大直径而壁厚相对较薄的碳钢弯头。
2.坯料为平板或可展曲面,因此下料简单,精度容易保证,组装焊接便当。
3.由于上述二条缘由,能够缩短制造周期,消费本钱大大降低。因不需求任何专用设备,特别合适于现场加工大型碳钢弯头。
4.大口径弯头一般指的是在口径在DN600以上,大口径弯头包括大口径直缝弯头,大口径无缝弯头对焊弯头。市场上使用多的是对焊弯头,直缝和无缝在大口径方面除了在原材料设备技术,再就是价格比较昂贵。
钢管弯头的根本工艺过程是:
首先焊接一个横截面为多边形的多棱环壳或两端***的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐步变成圆,终成为一个圆形环壳。依据需求,一个圆形环壳能够切割成4个90弯头或6个60弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想办法。
我公司始终遵循"千锤百炼出精品,精益求精谋发展"的经营策略。在世界日趋科技的经济时代,公司以人才、资本、技术、市场为经营理念构成企业的生命线。以人为本,以资本为纽带,以技术为基础,以市场为先导,创造良好的内外部环境。***大限度地发挥员工的才能和积极性,使公司保持蓬勃向上的活力.